
Effect of post weld heat treatment on tensile properties and microstructure characteristics of friction stir welded armour grade AA7075-T651 aluminium alloy
2014-02-15 04:56:38SIVARAJKANAGARAJANVBALASUBRAMANIAN
Defence Technology 2014年1期
P.SIVARAJ*,D.KANAGARAJANV.BALASUBRAMANIAN
aDepartment of Manufacturing Engineering,Annamalai University,Annamalai Nagar,Tamil Nadu 608002,India
bCentre for Materials Joining&Research,Department of Manufacturing Engineering,Annamalai University,Annamalai Nagar,Tamil Nadu 608002,India
Effect of post weld heat treatment on tensile properties and microstructure characteristics of friction stir welded armour grade AA7075-T651 aluminium alloy
P.SIVARAJa,*,D.KANAGARAJANa,V.BALASUBRAMANIANb
aDepartment of Manufacturing Engineering,Annamalai University,Annamalai Nagar,Tamil Nadu 608002,India
bCentre for Materials Joining&Research,Department of Manufacturing Engineering,Annamalai University,Annamalai Nagar,Tamil Nadu 608002,India
This paper reports the effects of post weld heat treatments,namely artifcial ageing and solution treatment followed by artifcial ageing,on microstructure and mechanical properties of 12 mm thick friction stir welded joints of precipitation hardenable high strength armour grade AA7075-T651 aluminium alloy.The tensile properties,such as yield strength,tensile strength,elongation and notch tensile strength,are evaluated and correlated with the microhardness and microstructural features.The scanning electron microscope is used to characterie the fracture surfaces.The solution treatment followed by ageing heat treatment cycle is found to be marginally benefcial in improving the tensile properties of friction stir welds of AA7075-T651 aluminium alloy.
AA7075 aluminium alloy;Post weld heat treatment;Friction stir welding;Tensile property
1.Introduction
The precipitation hardenable 7xxx-series (Al-Zn-Mg-(Cu))aluminium alloys have been used extensively in the aircraft structural components,military vehicle, earth moving equipments,bridges and other highly stressed defence applications[1].The main problems in fusion welding of 7xxx series alloys are:(i)hot cracking(solidifcation cracking)in the weld,and(ii)excessive micro-fssuring due to hot tearing in the partially melted zone(PMZ)of the heat affected zone(HAZ).AA7075 alloy possessing a substantial amount of copper(around 1.75 wt%)has a wide melting range with a low solidus temperature and is extremely sensitive to weld cracking during fusion welding[2].Friction stir welding (FSW)is a solid state metal joining technique that was developed and patented by The Welding Institute of Cambridge(TWI),UK,in 1991[3].FSW is well suited for joining aluminium alloys,especially those that are typically considered to be un-weldable,such as 2XXX and 7XXX series aluminium alloys.
The benefts of FSW are(i)capability to weld diffcult-toweld aluminium alloys,(ii)fewer weld defects,and(iii)better dimensional stability of the welded structure and possibility to weld linear and contour welding.Although the weld material remains in the solid state throughout the joining process,it is exposed to a high temperature extrusion[2,3]and experiences high levels of deformation[4],leading to signifcant modifcation of the microstructure and mechanical properties[5] coupled with development of signifcant levels of residual stress[6].Recently few investigations[7-9]were carried out to improve the material properties of FSW joints by applying post weld heat treatments.Chaitanya et al.[7],studied theeffects of fve different post weld heat treatments on FSW joints of Al-Zn-Mg aluminium alloy AA7039 in order to understand their effects on microstructure and mechanical properties.The authors inferred that the naturally aged joints offered the highest mechanical properties while the solution treated joints offered the lowest mechanical properties.The naturally aged joints yielded the highest tensile strength (94.9%)and elongation(174.2%)effciencies while the artifcially aged joints yielded the highest yield strength effciency (96.7%).

Table 1Chemical composition(wt%)of parent metal(AA7075-T651).

Fig.1.Experimental details.

Table 2Transverse tensile properties of parent metal and FSW joints.
Hanetal.[8],investigatedtheeffectofthesolutiontreatment on the tensile properties and fracture toughness of aluminium alloy 7050.Their results showed that the volume fraction of the residual phase decreases with the increase in single-stage solution temperature,butthevolume fraction of the recrystallized grains and the size of the sub-grains increase.The enhanced solutiontreatedsamplesresultinanimproveddissolutionofthe residualphase,alowerrecrystallizedgrainsfractionandsmaller sub-grains,which leads to a higher strength and fracture toughness than that of the single-stage solution treated samples. Christian et al.[9],examined the microstructural and mechanical property evolutions of friction stir welded 7050-T7651 and 7075-T651Alalloysasafunctionofroomtemperature(natural) ageing for up to 67,920 h.During the range of ageing times studied,the transverse tensile strengths continuously increase, and are still increasing,with improvements of 24%and 29% measured for the 7050-T7651 and 7075-T651 Al alloy friction stir welds,respectively.Formation of a high volume fraction of GP(II)zones produced a majority of the strength improvement within the weld nugget and HAZ regions.
From the literature review,it is understood that the post weld heat treatment can effciently modify the microstructure and improve the tensile properties of FSW joints.However, the published information on the effect of post weld heat treatment on the microstructure and mechanical properties of the friction stir welded joints of AA7075 is very scant. Therefore,this study aims to investigate the effect of various post weld heat treatment methods,namely the artifcial ageing and solution treatment followed by ageing,on the microstructure and mechanical properties of 12 mm thick friction stir welded joints of armour grade AA7075 alloy.
2.Experimental work
Rolled aluminium alloy plates of AA7075-T651 are used as the parent metal in this investigation.The composition of AA7075-T651 aluminium alloy is given in Table 1.The 12 mm thick plate is cut into 300×100 mm pieces and rigidly clamped to achieve a square butt edge confguration during friction stir welding.The joints are fabricated using a computer numerically controlled FSW machine,normal to the rolling direction of the plate.For the FSW tool used,the taper threaded pin profle of shoulder is 36 mm in diameter,the pin is 12 mm in diameter and 11.6 mm in length.The schematic diagram and the photograph of the FSW tool are shown in Fig.1a and b,respectively.The parameters are optimized using a series of trial runs to obtain a macro level defect free joint.The optimized parameters used for the fabrication of the joints are tool rotation speed of 250 rpm and welding speed of 25 mm/min Fig.1c shows the photograph of the FSW joint obtained using the optimized parameters.

Fig.2.Hardness profle across the weld joint along the mid thickness.

Fig.3.Optical micrographs of a.Parent material and Stir zones in b.As welded,c.Artifcially aged,d.Solution treated and artifcially aged conditions.
To study the effect of post weld heat treatment(PWHT),the welded joints were subjected to two different heat treatment cycles,namely artifcial ageing(AA)and solution treatment followed by artifcial ageing(STA).The as-welded(AW) joints were not subjected to heat treatment after FSW.The AA treatment was carried out at 120°C for a soaking period of 24 h and the STA treatment was carried out by solutionizing at 480°C for a soaking period of 60 min followed by water quenching and ageing at 120°C for a soaking period of 24 h. The scheme of extraction of the specimen from the FSW weld joint is shown in Fig.1d.The notched and un-notched tensile specimens were prepared for all the conditions,namely(i) Parent Material(PM),(ii)AW joint,(iii)AA joint and(iv) STA joint,as shown in Fig.1e and f.
The tensile test was conducted on 100 kN electro mechanical controlled universal testing machine as per the ASTM E8M-04 specifcation.The hardness measurement was done across the weld centre line by Vickers microhardness tester with load of 0.05 kg and a dwell time of 15 s.Metallographic specimens were prepared by standard metallographic technique and were etched with Keller’s reagent(150 ml H2O,3 ml HNO3and 6 ml HF).The etching solution was cooled to 0°C and the specimens were etched for about 20 s in order to reveal the grain structure of the different weld zones.The microstructural analysis was done using optical microscope.The fracture surfaces of the tensile specimens were analyzed using a scanning electron microscope.Transmission electron microscopy was used to characterize the precipitates and the dislocation cell structure evolved during the FSW and PWHT cycles.The electron dispersive X-ray(EDX)analysis was used to determine the composition of the precipitates evolved during FSW and PWHT cycles.
3.Results
3.1.Tensile properties
The results of the transverse tensile test carried out for the FSW joints in AW,AA and STA conditions along with PM are presented in Table 2.In each condition,three specimens were tested and the average value is presented.The yield strength and tensile strength of the un-welded PM are 510 MPa and 563 MPa,respectively,with an elongation of 16%.However, the FSW joint exhibits lower tensile and yield strength of 315 MPa and 394 MPa,respectively,in comparison with PM in the as-welded(AW)condition.This suggests that FSW causes a huge reduction in tensile strength(30%)of AA7075-T651 aluminium alloy,and the similar results were reported elsewhere[10,11].The artifcial ageing treatment performed on the FSW joint further lowers the yield strength and tensile strength to 251 MPa and 314 MPa,respectively,resulting in reducing the joint effciency by 14%in comparison to AW joint.The AA treatment also causes an increase in elongation by 2%in comparison with the AW joint.The STA treatment increases the yield strength and tensile strength to 346 MPa and 445 MPa,respectively,resulting in increasing the joint effciency by 9%in comparison to AW joint.However,the STA treatment causes a decrease in elongation by 1%for the AW joint.The notch strength ratio(NSR),i.e.the ratio between tensile strength of notched specimen and tensile strength of unnotched specimen for all the joints,is greaterthan unity,which shows that the material is notch ductile in all the conditions.The failure location of smooth tensile specimen was observed at the advancing side of the themo-mechanically affected zone(AS-TMAZ)in all the three joints.

Fig.4.TEM micrographs of a.Parent material and Stir zones in b.As welded,c.Artifcially aged,d.Solution treated and artifcially aged conditions.
3.2.Hardness
The hardness survey across the weld cross section was conducted along the mid thickness of the joint using a Vickers microhardness testing machine.The hardness profle is presented in Fig.2.The stir zone(SZ)of AW joint does not show any considerable hardness difference in comparison with the PM hardness.The hardness value for the AW joint shows a drop in the TMAZ region on both sides of the joint.The lowest hardness in AW joint was observed at AS-TMAZ.The AA treatment resulted in increase of hardness value in the stir zone region and decrease in TMAZ region.The STA joint recorded the highest hardness in all the regions of the weld in comparison with AW and AA joints.
3.3.Microstructure
The optical micrograph of parent material is shown in Fig.3a.The optical micrographs of stir zones of AW,AA and STA joints are shown in Fig.3a,b,c,respectively.The SZ region of AW joint(Fig.3b)reveals a fne and equiaxed grain structure due to the dynamic recrystalization during FSW.The stir zone of AA joint(Fig.3c)reveals no alteration in the size of fne equiaxed grains when subjected to the AA treatment. The stir zone of STA joint(Fig.3d)reveals the marginal increase in grain size due to STA treatment.
The TEM micrograph of PM is shown in Fig.4a which reveals two types of precipitates which are coarse and fne in size.The coarse precipitates vary in size from 50 to 100 nm while the fne precipitates vary from 10 to 50 nm in size.SZ of AW joint(Fig.4b)reveals coarse Al7Cu2Fe particles in spherical and block morphology. The fner θ′(Mg(Zn,Al,Cu)2)precipitates in the stir zone completely dissolved in the matrix due to friction heat during FSW [12-14].SZ of AA joint(Fig.4c)reveals agglomerated precipitates varying in size from 100 to 200 nm.SZ of STA joint(Fig.4d)shows the dissolution of all the agglomerated coarse precipitates in the matrix except for few coarse precipitates.
The optical micrographs of AS-TMAZ and RS-TMAZ in AW condition are shown in Fig.5a and Fig.5b,respectively. AS-TMAZ and RS-TMAZ reveal the highly distorted structures of the matrix with considerable elongation in the grains due to the strain imparted in this region during FSW.The optical micrographs of AS-TMAZ and RS-TMAZ in AA joint are shown in Fig.5c and d,respectively.AS-TMAZ and RSTMAZ show no alteration in the grain size due to the AA treatment.The optical micrographs of AS-TMAZ and RSTMAZ in STA joint are shown in Fig.5e and f.AS-TMAZ and RS-TMAZ show the partially annealed conditions of the highly deformed matrix and fner dark spots,which might be the fner precipitates precipitated during the STA treatment,in the region.

Fig.5.Optical micrographs of TMAZ regions at various heat treated conditions.a.As welded AS-TMAZ,b.As welded RS-TMAZ,c.Artifcially aged AS-TMAZ, d.Artifcially aged RS-TMAZ,e.Solution treated and artifcially aged AS-TMAZ,f.Solution treated and artifcially aged RS-TMAZ.
3.4.Fracture surfaces
The scanned image of the fractured tensile specimens parallel to the loading direction and the fracture surfaces perpendicular to the loading direction is shown in Fig.6.In order to study the effect of post weld heat treatment on the fracture mode during tensile testing,SEM examination of the fracture surfaces was carried out.The SEM fractographs of the unnotched and notched tensile specimens for PM,AW,AA and STA conditions are shown in Fig.7.
The fracture surface of the unnotched tensile specimen of PM(Fig.7a)consists of a large number of microscopic voids with different sizes which are surrounded by fne dimples.The large micro voids are associated with the coarse precipitates which are fractured during the tensile loading,and the smaller ones are associated with the fner precipitates.The fracture surface of PM unnotched tensile specimen also reveals featureless fat regions along with the regions of dimple fracture with secondary cracking.The fracture surface indicates that the fracture is partly intergranular and partly transgranular with mixed mode of failure.
The unnotched tensile specimens of AW,AA and STA conditions are fractured in the AS-TMAZ region as seen from the photographs of the tensile specimen shown in Fig.6,with a scrambled‘S’like cross section.The fracture surface of unnotched tensile specimen in AW condition(Fig.7b)consists of micro voids and dimples with various sizes indicating ductile mode of failure.The micro voids with various sizes associated with brittle precipitates acts as the crack initiation sites during initial loading.The fracture surface of the AA condition(Fig.7c)consists of large number of dimples with much deeper voids compared to the AW joint(Fig.7b).The coarser precipitates available in the AA joint acts as the failure initiation sites during tensile loading,and the large precipitate-to-precipitate distance results in formation of deeper voids. Fig.7d shows the fracture surface of unnotched tensile specimen in STA condition.The fracture surface consists of much shallower and fne dimples in comparison to other joints without much elongation owing to the STA treatment which results in fner precipitates.

Fig.6.Photographs of fractured tensile specimens parallel to the loading direction and normal to the loading direction.
4.Discussion
The AW joint has lower tensile strength than PM.SZ has higher hardness value than TMAZ regions due to the dynamic recrystallization phenomenon occurring in the region during FSW.The fne grains formed during the recrystallization compensates for the softening due to the precipitate dissolution in SZ during FSW(Fig.3c)are attributed to the hardness values of this region equivalent to PM[15].The failure of AW joint occurred in the AS-TMAZ region which has the lowest hardness value(96.6 HV).The reduced hardness in the ASTMAZ region is attributed to the coarsening of precipitates during the FSW process(Fig.3b).The fracture surface of the AW joint shows ductile mode of failure which is the evidence for the softening which occurs in the TMAZ region during FSW(Fig.7b).
The AA treatment to the FSW joint deteriorated the tensile properties of the FSW joint with subsequent reduction in hardness values in the TMAZ region(93 HV).In contrast,the hardness in SZ increased slightly during the AA treatment.SZ which has undergone dissolution of fne precipitates during FSW has re-precipitated during the AA treatment,thereby resulting in increased hardness in this region.Therefore the fne intermediate ? precipitate,a transition phase and precursor to the equilibrium MgZn2phase,is the most important strengthening phase in age-hardenable Al-Zn-Mg alloys [16].The TEM image of the stir zone(Fig.4c)shows that the fne precipitates which undergo coarsening by agglomeration during AA treatment.The high dislocation density presented in AS-TMAZ acts as shorter diffusion path for the soluteatoms to agglomerate and coarsen the precipitates.As the result of coarsening and reduction in dislocation density,the hardness in TMAZ region decreased and the width of the soft zone also increased in comparison with the AW joint.The fracture surface of the AA treated joint shows highly ductile mode of failure with deeper elongated voids as the result of coarsening and softening in the AS-TMAZ region(Fig.7c).
The tensile test results showed that the STA treatment has marginally improved the tensile strength(445 MPa)of the FSW joint with a drastic improvement in hardness values across the FSW joint(refer Fig.2),and the similar results were observed by Barcellona et al.,[17,18].The solutionizing process during the STA treatment caused the dissolution of precipitates in the matrix.The artifcial ageing process in the STA treatmentcaused the re-precipitation offnerθ′(Mg(Zn,Al,Cu)2)in the stir zone(Fig.4d)with coarse Al7Cu2Fe precipitates.The distorted AS-TMAZ with high dislocation density underwent partial annealing during the STA treatment.The annealing effect reduced the strain induced in TMAZ region during FSW with reduction in dislocation density.Hence,the failure of STA joints was observed in AS-TMAZ region.The hardness profle of the STA joint shows that STA treatment increases the hardness of the joint drastically.The STA joint almost had a mean hardness value across all the regions of the joint with lowest hardness in AS-TMAZ region.The increase in hardness value resulted in marginal increase in tensile strength of the STA joint.The fracture surface of the STA joint show the much fner and shallow un-elongated dimples due to the fne precipitates which formed during the STA treatment(Fig.7d).
5.Conclusions
1)Friction stir welding for 12 mm thick rolled plates of precipitation hardened,high strength armour grade AA7075-T651 aluminium alloys was succeeded without any defects using single pass welding procedure.
2)The tensile properties of friction stir welded AA7075-T651 alloy were deteriorated because of precipitate dissolution due to frictional heating.
3)The artifcial ageing treatment(120°C,24 h)applied in this investigation further reduced the tensile properties of friction stir welded AA7075-T651 aluminium alloy joints.
4)The solution treatment followed by artifcial ageing cycle (480°C for 1 h+120°C for 24 h)is formed to be benefcial to increase the tensile properties and hardness of friction stir welded AA7075 aluminium alloy joints.
Acknowledgements
The frst two authors were thankful to Center for Materials Joining and Research (CEMAJOR), Department of Manufacturing Engineering, Annamalai University for providing the necessary facilities to carry out this investigation.
[1]Feng AH,Chen DL,Ma ZY.Microstructure and cyclic deformation behaviour of a friction-stir-welded 7075 Al alloy.Metall Mater Trans A 2010;41:957-71.
[2]Madhusudhan Reddy G,Gokhale AA,Prasad Rao K.Weld microstructure refnement in a 1441 grade aluminium-lithium alloy.J Mater Sci 1997;32:4117-26.
[3]Genevois C,Deschamps A,Denquin A,Doisneau-coottignies B.Quantitative investigation of precipitation and mechanical behaviour for AA2024 friction stir welds.Acta Mater 2005;53:2447-58.
[4]Scialpi A,De Filippis LAC,Cavaliere P.Infuence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy.Mater Des 2007;28:1124-9.
[5]Moreira PMGP,Santos T,Tavares SMO,Richter Trummer V,Vilac?a P,de Castro PMST.Mechanical and metallurgical characterization of friction stir welding joints of AA6061-T6 with AA6082-T6.Mater Des 2009;30:80-187.
[6]Sutton MA,Reynolds AP,Wang DQ,Hubbard A.Study of residual stresses and microstructure in 2024-T3 aluminum friction stir butt welds. ASME J Eng Mater Technol 2002;124:215-22.
[7]Sharma C,Dwivedi DK,Kumar P.Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al-Zn-Mg alloy AA7039.Mater Des 2013;43:134-43.
[8]Han NM,Zhang XM,Liu SD,He DG,Zhang R.Effect of solution treatment on the strength and fracture toughness of aluminium alloy 7050.J Alloys Compd 2011;509:4138-45.
[9]Fuller CB,Mahoney MW,Calabrese M,Micona L.Evolution of microstructure and mechanical properties in naturally aged 7050 and 7075 Al friction stir welds.Mater Sci Eng A 2010;527:2233-40.
[10]Balasubramanian V,Ravisankar V,Madhusudhan Reddy G.Infuences of pulsed current welding and post weld aging treatment on fatigue crack growth behaviour of AA7075 aluminium alloy joints.Int J Fatig 2008;30:405-16.
[11]Rajakumar S,Muralidharan C,Balasubramanian V.Infuence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminium alloy joints.Mater Des 2011;32:535-49.
[12]Dixit M,Mishra RS,Sankaran KK.Structure-property correlations in Al 7050 and Al 7055 high-strength aluminum alloys.Mat Sci Eng A 2008;478:163-72.
[13]Malarvizhi S,Balasubramanian V.Fatigue crack growth resistance of gas tungsten arc,electron beam and friction stir welded joints of AA2219 aluminium alloy.Mater Des 2011;32:1205-14.
[14]Su JQ,Nelson TW,Mishra R,Mahoney M.Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater 2003;51:713-29.
[15]Elangovan K,Balasubramanian V.Infuences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints.Mater Charact 2007;59:1168-77.
[16]Srivatsan TS,Anand S,Sriram S,Vasudevan VK.The high-cycle fatigue and fracture behavior of aluminum alloy 7055.Mater Sci Eng A 2000;281:292-304.
[17]Barcellona A,Buffa G,Fratini L,Palmeri D.On microstructural phenomena occurring in friction stir welding of aluminium alloys.J Mater Process Technol 2006;177:340-3.
[18]zhou CJ,Liang Z,Jie YS,Long DS.Effects of precipitates on fatigue crack growth rate of AA 7055 aluminum alloy.Trans Non Ferr Met Soc China 2010;20:2209-14.
Received 17 December 2013;revised 10 January 2014;accepted 20 January 2014 Available online 29 January 2014
*Corresponding author.Tel.:+91(0)4144239734.
E-mail address:cemajorsiva@gmail.com(P.SIVARAJ).
Peer review under responsibility of China Ordnance Society.
Production and hosting by Elsevier
2214-9147/$-see front matter Copyright?2014,China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.
http://dx.doi.org/10.1016/j.dt.2014.01.004
Copyright?2014,China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.
- Defence Technology的其它文章
- Estimation of the kinetic parameters for thermal decomposition of HNIW and its adiabatic time-to-explosion by Kooij formula
- Effect of welding processes and consumables on fatigue crack growth behaviour of armour grade quenched and tempered steel joints
- Research on design and firing performance of Si-based detonator
- Analysis of hydrodynamic characteristics of unmanned underwater vehicle moving close to the sea bottom
- Dynamic globularization prediction during cogging process of large size TC11 titanium alloy billet with lamellar structure
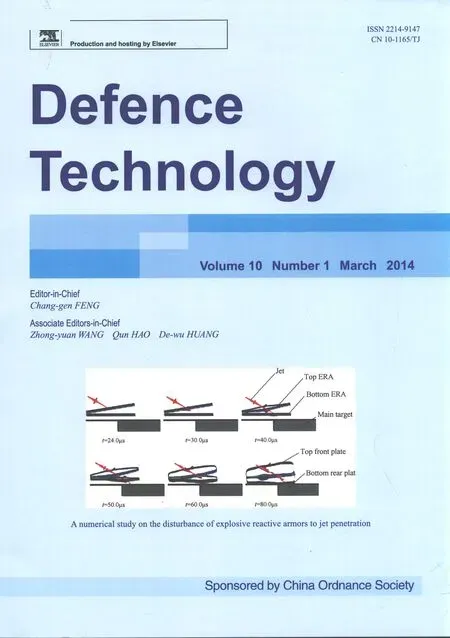
- A numerical study on the disturbance of explosive reactive armors to jet penetration