
Preparation and 3D printing of high-thermal-conductivity continuous mesophase-pitch-based carbon fiber/epoxy composites
2023-03-02 01:23:52HaiguangZHANGKunlongZHAOQingxiHUJinheWANG
Haiguang ZHANG, Kunlong ZHAO, Qingxi HU, Jinhe WANG
Research Article
Preparation and 3D printing of high-thermal-conductivity continuous mesophase-pitch-based carbon fiber/epoxy composites

1Rapid Manufacturing Engineering Center, School of Mechatronical Engineering and Automation, Shanghai University, Shanghai 200444, China2Shanghai Key Laboratory of Intelligent Manufacturing and Robotics, Shanghai University, Shanghai 200072, China3National Demonstration Center for Experimental Engineering Training Education, Shanghai University, Shanghai 200444, China4Nano-Science & Technology Research Center, School of Science, Shanghai University, Shanghai 200444, China
To meet the requirements of spacecraft for the thermal conductivity of resins and solve the problem of low thermal conduction efficiency when 3D printing complex parts, we propose a new type of continuous mesophase-pitch-based carbon fiber/thermoplastic polyurethane/epoxy (CMPCF/TPU/epoxy) composite filament and its preparation process in this study. The composite filament is based on the high thermal conductivity of CMPCF, the high elasticity of TPU, and the high-temperature resistance of epoxy. The tensile strength and thermal conductivity of the CMPCF/TPU/epoxy composite filament were tested. The CMPCF/TPU/epoxy composites are formed by 3D printing technology, and the composite filament is laid according to the direction of heat conduction so that the printed part can meet the needs of directional heat conduction. The experimental results show that the thermal conductivity of the printed sample is 40.549 W/(m·K), which is 160 times that of pure epoxy resin (0.254 W/(m·K)). It is also approximately 13 times better than that of polyacrylonitrile carbon fiber/epoxy (PAN-CF/epoxy) composites. This study breaks through the technical bottleneck of poor printability of CMPCF. It provides a new method for achieving directional thermal conductivity printing, which is important for the development of complex high-performance thermal conductivity products.
Thermal conductivity; 3D printing; Continuous mesophase-pitch-based carbon fiber (CMPCF); Thermoplastic polyurethane (TPU); Epoxy composite filament
1 Introduction
In recent years, the requirements for large-scale integrated circuits of spacecraft and satellites have increased alongside rapid development of aerospace technology. Miniaturization and high integration are now the major development direction of various electronic components, because these features allow miniaturization of spacecraft structure and a lighter load, and permit spacecraft to complete various target tasks with high efficiency and low cost (Watts et al., 2006; Wu et al., 2013; Tong et al., 2022). However, high integration and compact packaging technologies significantly reduce the space available for heat dissipation, resulting in waste heat gathering in small spaces inside devices and not being released quickly enough. Excessive temperature will affect the normal operation of a device and reduce its reliability and service life, thereby affecting the life cycle of the spacecraft (Xue et al., 2015; Garimella et al., 2017; Ma et al., 2018; Yang et al., 2020).
At present, heat-pipe technology, temperature-equilibrium technology, forced convection heat transfer, and other enhanced heat-transfer technologies commonly used in spacecraft thermal management have determined the requirements for thermal conductivity of the materials. However, the traditional thermal conductive materials (such as copper and aluminium) used in spacecraft are limited by their weight and thermal conductivity, which reduces the application range of the above thermal control technology. Some researchers add fillers with high thermal conductivity to polymers to increase the thermal conductivity of polymer composites, such as carbon nanotubes (Xiao et al., 2018; Isarn et al., 2020), boron nitride and its compounds (Hu et al., 2017; Na et al., 2018; Liu et al., 2019; Xiao et al., 2019; Zheng et al., 2019; Isarn et al., 2020), graphene (Oh et al., 2019; Tarhini and Tehrani-Bagha, 2019; Guo et al., 2021), copper (Miranda et al., 2018; Zheng et al., 2019), and alumina (Ji et al., 2020; Zhu et al., 2021). This avoids the drawbacks of traditional metal materials. However, due to the poor thermal conductivity of polymers, the improvement afforded by fillers is limited. Pitch-based carbon fiber is carbon fiber with high thermal conductivity and a high modulus. Its thermal conductivity is 1.5?–?3.0 times higher than that of copper. Carbon-fiber composites have advantages such as light weight, high strength, and good thermal conductivity (Xue et al., 2015; Dong et al., 2020; Guo et al., 2020). Therefore, they have great potential value for heat-dissipation components in spacecraft.
So Mun et al. (2015) carbonized the silica coating on the surface of chopped pitch-based carbon fiber and directly mixed it with epoxy resin. The cured composite had a thermal conductivity of 3.866 W/(m·K). Tang et al. (2020) prepared pitch-based carbon fiber/epoxy resin composites by a liquid-phase impregnation/arrangement-lay-up-hot pressing process. They analy zed the influence of carbon-fiber-arrangement direction on thermal conductivity. The thermal conductivity perpendicular to the carbon-fiber axis (0.91 W/(m·K)) was far lower than that in the fiber axial direction (11 W/(m·K)). Three-dimensional printing technology is being used in composite preparation because of its low-cost and rapid prototyping of complex parts, advantages over traditional hot pressing. Ji et al. (2020) used 3D printing technology to arrange chopped pitch-based carbon fibers in an orderly way during the printing process of a composite, which improved the thermal conductivity from 4.22 W/(m·K) to 7.36 W/(m·K). It is evident that although orderly arrangement of chopped carbon fibers in a certain direction can improve the thermal conductivity of the part in a specific direction, the heat-transfer effect is poor because the distribution of chopped fibers in the composites is difficult to accurately control. Compared with chopped pitch-based carbon fibers, continuous pitch-based carbon fibers offer greater improvement for the thermal conductivity of composites. However, continuous pitch-based carbon fibers have poor printability and are not currently used in 3D printing due to their frangibility.
Meanwhile, the matrix materials used in 3D printing are mainly thermoplastics. Parts made of thermoplastics by the fused deposition modeling (FDM) process have defects such as poor bearing capacity, weak interlayer adhesion, low strength, and lack of high-temperature resistance. Thermosetting resins, on the other hand, have the advantages of resistance to high temperatures, wear, and corrosion. They are more widely used in aerospace applications and in other fields that require high performance (Stepashkin et al., 2018; Ming et al., 2021).
To make full use of the advantages of 3D printing technology and the high thermal conductivity of continuous mesophase-pitch-based carbon fiber (CMPCF), in this study, we prepared a composite filament with CMPCF as a high-speed heat-transfer channel and epoxy resin as the matrix. Continuous pitch-based carbon-fiber printing based on thermosetting resins, as well as the designability of high thermal conductivity, has critical potential applications in the fields of both 3D printing and thermally conductive polymer composites. Compared with other high-thermal-conductivity powder fillers or chopped-pitch-based carbon fibers, the thermal conductivity of CMPCF is greatly improved. They can allow the laying of composite filament along the direction of heat transfer, and improve the thermal conductivity of the printed parts along the direction of heat transfer.
2 Experimental
2.1 Materials
The CMPCF used in this work was TYG-1 1K from Hunan Toyo Carbon Materials Co., Ltd. (China), with a fiber diameter of (12±1) μm and thermal conductivity of 600 W/(m·K). Polyacrylonitrile (PAN)?- based carbon fiber HTA40 E15 1K was bought from Toho Tenax Co., Ltd. (Japan), and had a fiber diameter of 7 μm. Bisphenol A E-20 epoxy resin, the curing agent of dicyandiamide (DICY), was provided by Guangzhou Kechuang Plastic Profile Co., Ltd. (China). Thermoplastic polyurethane (TPU) TPU 95A and waterborne polyurethane 1926 F0402 were obtained from Shenzhen Yoshida Chemical Co., Ltd. (China).
2.2 Preparation of composite filaments
The original CMPCF used in this study had poor bundling, and was hard to wrap directly. Before wrapping TPU and epoxy on CMPCF, it is necessary to modify CMPCF to avoid fracture during the wrapping process. Surface sizing pretreatment is required to make the CMPCF bundle together. As shown in Fig. 1, we used a waterborne polyurethane with a solid content of 1% as the surface sizing agent. The steeped CMPCF was dried in a drying tunnel at 200 ℃ to remove most of the water solvent and obtain the sized CMPCF. The sized CMPCF was then collected into a coil by a dragger machine, with constant speed throughout the manufacturing process. The collected coils were put into an oven to dry at 100 ℃ for 5 min to ensure all the solvent was eliminated.
Fig. 1 Schematic of surface-sizing pretreatment prior to the CMPCF treatment process
CMPCF has high thermal conductivity and a high modulus after graphitization. However, due to its high carbonization, it is very brittle and its printability is poor. Therefore, we designed a three-layer filament structure, as shown in Fig. 2. The core was the sized CMPCF, whose primary function was to transfer heat. The intermediate layer was the flexible TPU resin, a thermoplastic with excellent toughness and tensile strength. It maintained sufficient elasticity and tensile strength at printing temperature (about 100 ℃) and protected the composite filament from fracture during the printing process. The outermost layer of E-20 epoxy resin was solid at room temperature. It had a specific stiffness that transferred the pushing force of counter gears during the printing process so that the composite filament could pass through the nozzle smoothly. The epoxy resin was transformed from a solid state to a sticky molten state after heating, playing the role of adhesive and cohering with the printed composite filaments. Furthermore, the epoxy resin provided high strength and high heat resistance after curing, which ordinary thermoplastics cannot achieve.
Fig. 2 Schematic of CMPCF/TPU/epoxy composite filament structure
Fig. 3 shows the toughening treatment process. TPU granules were heated to 220 ℃ in the fusion tank to make them molten so that they could be easily wrapped on the sized CMPCF surface. The diameters of the inlet side nozzle and outlet end nozzle were 1.0 mm and 1.2 mm, respectively. The key to this process was the uniform TPU coating, which was thick enough to protect the CMPCF from fracture during printing. The diameter of the TPU layer was controlled by the diameter of the outlet end nozzle.
Fig. 3 Schematic of toughening treatment process for CMPCF
As shown in Fig. 4, a screw extrusion mold and a composite prepreg mold were used in the epoxy-wrapping process. First, E-20 epoxy resin, dicyandiamide, and graphite nanosheets were ground (the proportions were 100:4:0.5) to make epoxy compounds. The purpose of adding graphite nanosheets was to adjust the viscosity of the epoxy resin during printing and reinforce the mechanical properties of the epoxy matrix after curing. The softening temperature of E-20 epoxy resin is 64–75 ℃, while the minimum reaction temperature of dicyandiamide is 150 ℃, so there is a wide temperature range for adjusting the rheological properties of the epoxy matrix (between 64 ℃ and 150 ℃). The original epoxy resin was crushed into powder and mixed with dicyandiamide and graphite nanosheets in a grinder (SS-1022, Wuyi Haina Electric Appliance Co., Ltd., China) for 15–20 s. The heating temperature during the impregnation process was 110 ℃. The epoxy matrix was remixed during screw extrusion. The screw speed was 3.5–6.0 r/min, which was necessary to match the diameter and collection speed of the composite filament. It was fed by the screw by equal-channel corner extrusion, which subjected the molten epoxy matrix to extrusion force at the corners to exhaust the bubbles in the molten epoxy compounds. In the composite prepreg mold, a vertical through-hole with a diameter of 1.5 mm was opened at the top, and a 3D printer nozzle with a diameter of 1.5 mm was installed below. The diameter of the nozzle could be changed according to the preparation needs for different composite filaments. The CMPCF/TPU filament was passed through the vertical hole to be wrapped with the epoxy compounds. The printable preimpregnated CMPCF/TPU/epoxy composite filament was collected to the coil by the dragger machine, as shown in Fig. 4c. Meanwhile, the diameter of CMPCF/TPU/epoxy composite filament was controlled by the diameter of the nozzle.
Fig. 4 Preparation process of CMPCF/TPU/epoxy composite filament: (a) schematic of CMPCF/TPU/epoxy composite filament prepreg process; (b) equipment for prepreg processing of CMPCF/TPU/epoxy composite filament; (c) CMPCF/TPU/epoxy composite filament
We prepared PAN-CF/epoxy composite filament to compare the performance of CMPCF and PAN-CF. The preparation process was the same as for the previous step. PAN-CF replaced the CMPCF/TPU filament, and PAN-CF/epoxy composite filament was prepared by 3D printing nozzles with diameters of 0.6 mm and 1.0 mm.
2.3 Printing process of composite filaments
The FDM process has a relatively mature and fixed structure, since FDM printers are the most commonly used equipment for printing polymers. The performance of the printed samples has a strong relationship with the parameters of the FDM process. It has been shown that the printing-nozzle temperature, nozzle moving speed, printing-layer thickness, and printing-nozzle diameter greatly influence the formation of continuous fiber composites. The printing nozzle should be sufficiently larger than the diameter of the composite filament to ensure that epoxy compounds are extruded smoothly after heating. The diameter of our CMPCF/TPU/epoxy composite filament was about 1.48 mm, so the standard printing-nozzle diameter did not meet its printing requirements. If the printing nozzle diameter is not large enough, it causes a small amount of epoxy to be scratched and left inside the nozzle. After a period of accumulation, the nozzle becomes clogged and the amount of epoxy resin that is extruded progressively decreases. Therefore, we used a self-made 3D printer nozzle with a diameter of 2.00 mm, as shown in Fig. 5b. This nozzle had a large diameter, a specially designed through-hole, and chamfering of the extrusion outlet. The large diameter and through-hole of the printing nozzle ensured that the molten epoxy compounds did not accumulate at the outlet during printing. The chamfer treatment reduced stress concentration on the composite filament at the extrusion outlet. Fig. 5a shows the 3D printer used. The size of the printed sample was 50 mm×10 mm×10 mm (Fig. 5c). The temperature during printing was 100 ℃, and the layer thickness and sample-filling density were set as 1.2 mm and 100%, respectively. Taking into consideration the printing efficiency of composite filament, we set the printing speed at 60 mm/min.
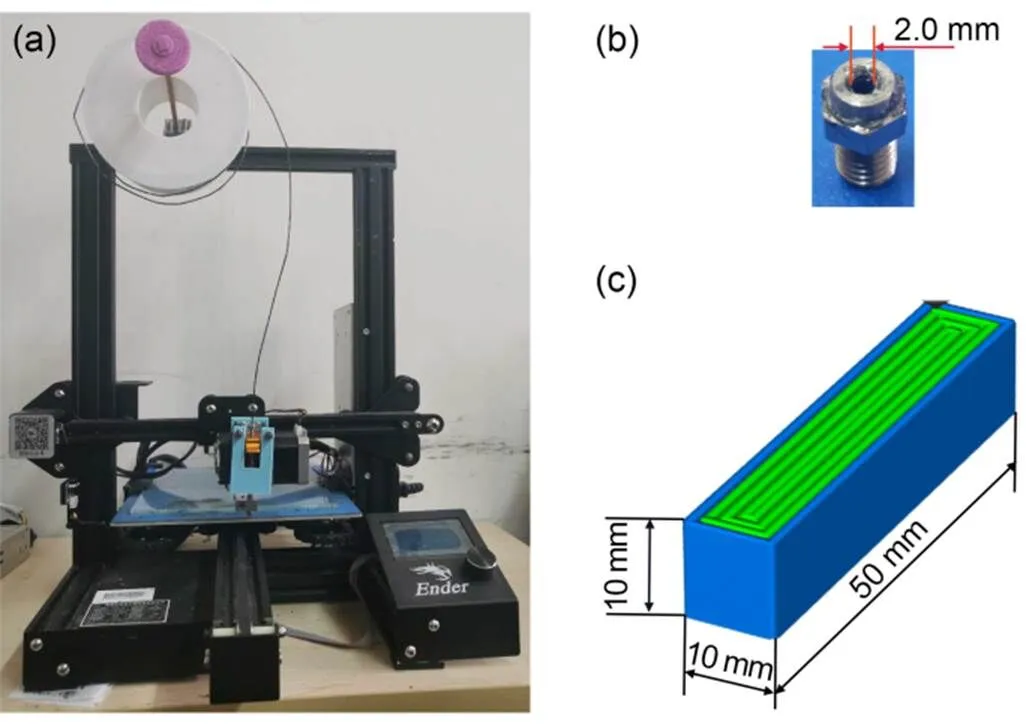
Fig. 5 Three-dimensional printing of composite filament: (a) 3D printer; (b) printing nozzle for CMPCF/TPU/epoxy composite filament; (c) illustration of print-sample size
The parameters for the PAN-CF/epoxy composite filament were the same, with the exception of the layer thickness, which became 0.35 mm.
2.4 Curing process for printed samples
A curing process is necessary after the samples have been printed. The traditional hot mold-pressing curing method is unsuitable for 3D printed samples, so a new curing method has been proposed by the author. A layer of Teflon tape was tightly wrapped around the printed samples to prevent the epoxy resin from external contact. However, the Teflon tape could not provide sufficient supporting force to ensure the fixed shape of the printed sample. Another option was wet pottery clay, which has good plasticity. Heating hardens it and makes it difficult to deform after drying. Therefore, we wrapped the wet pottery clay (figuline) around the Teflon tape; the wrapping thickness was 15?–?20 mm, as shown in Fig. 6a. It could be squeezed repeatedly to squeeze out the air between the clay and the printed sample during the wrapping process. The sample was pre-cured at 80 ℃ for 1 h and then cured at 160 ℃ for 1 h. The wrapped pottery clay and Teflon tape were removed when the cured samples had cooled to room temperature.
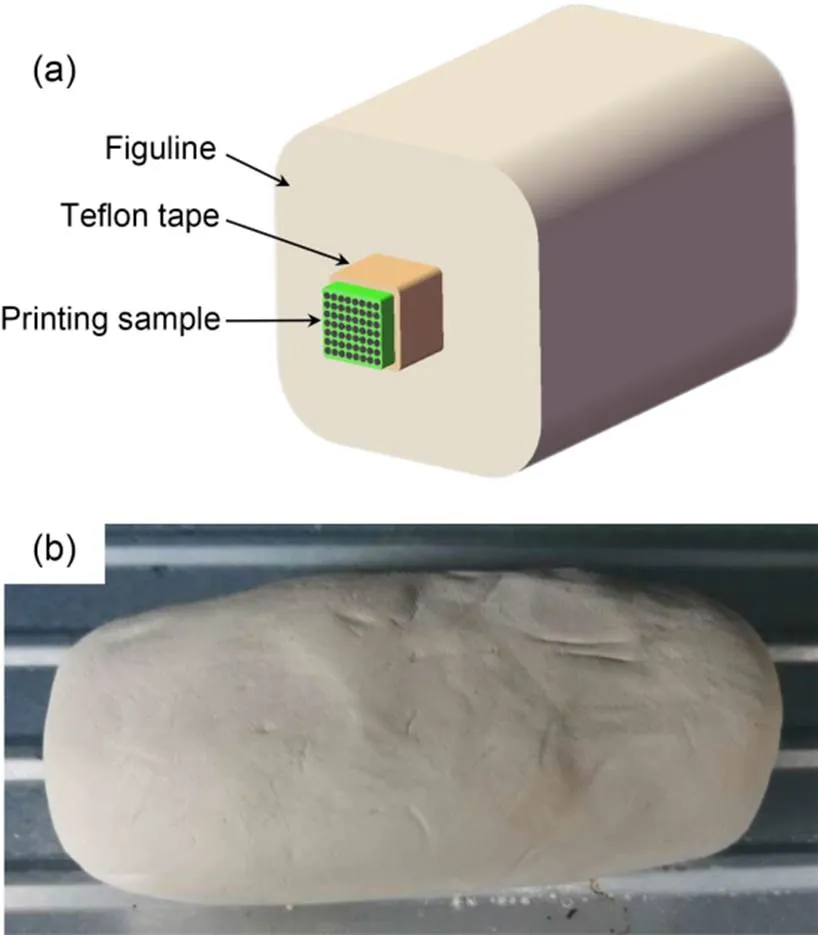
Fig. 6 Curing of printed sample: (a) illustration of curing method; (b) cured sample
2.5 Testing
Scanning electron microscope (SEM) images of the composite filament and printed samples were taken with a tungsten-filament SEM (HITACHI SU-1500, HITACHI, Japan). The thermal conductivityof the composites was calculated by:
=×P×, (1)
whereis the density (g/cm3) of the printed sample, which is measured by the Archimedes principle.Pis the specific heat capacity (J/(g·K)) measured by a high-precision low-temperature phase-change differential thermal test system (DSC204F1, NETZSCH, Germany).is the thermal diffusion coefficient (mm2/s) measured by a laser thermal conductivity meter NETZSCH Ger?tebau GmbH (LFA447, NETZSCH, Germany).
The printed sample was processed into thermal diffusivity test samples with a size of 10 mm×10 mm×2 mm, and the direction of the CMPCF is shown in Fig. 7.
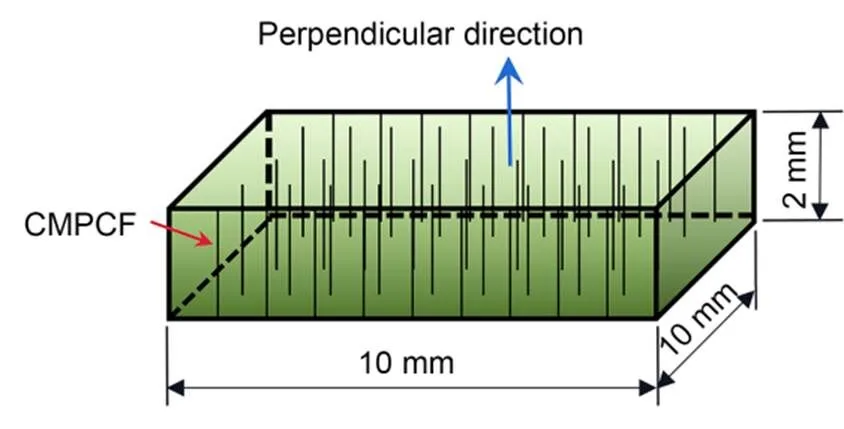
Fig. 7 Illustration of the thermal diffusivity test sample
3 Results and discussion
An SEM image of CMPCF/TPU/epoxy composite filament is shown in Fig. 8. The CMPCF was dense and arrayed in the same direction, exhibiting good orientation. There were many voids in the middle of the CMPCF, which would affect the establishment of thermal conductivity channels after printing. This also means that the composite filament could be further reduced during the preparation process. The thickness of the TPU resin was between 0.2 mm and 0.3 mm, which provided sufficient protection so that the CMPCF would not pierce it during the printing process. The wrapped epoxy was uneven, possibly because the print nozzle scratched off the epoxy compounds during the dipping process. Overall, however, it was sufficient for its role in the sample.
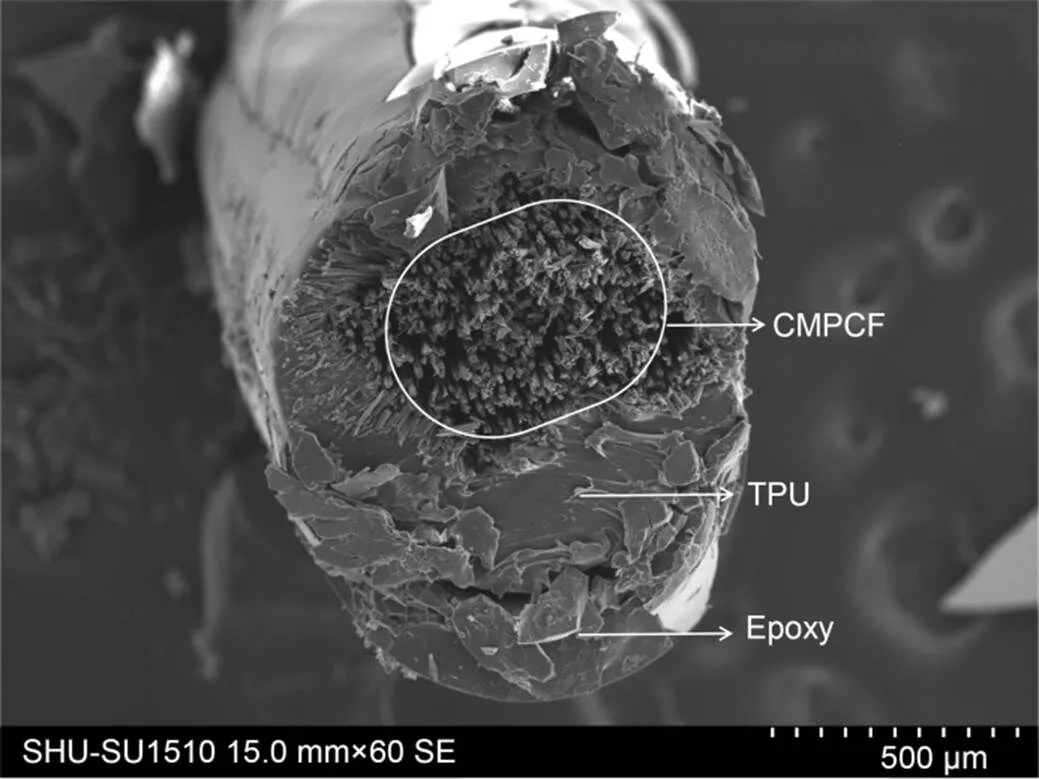
Fig. 8 SEM image of CMPCF/TPU/epoxy composite filament
The preparation process of CMPCF/TPU/epoxy composite filament led to a low volume ratio of CMPCF in the sample. Since the composite filament was made of continuous fibers and fiber fracture during printing had little effect on its volume content, we were able to use the area ratio of the fibers on the cross-section to estimate the volume ratio of the fibers in the printed sample. The theoretical calculation formula is as follows:
wheremis the volume ratio of CMPCF in the sample,mis the area ratio of CMPCF in the cross-sectional area of the sample,cfrepresents the area (cm2) of CMPCF on the cross-section of the sample, andcrepresents the cross-sectional area (cm2) of the sample.
The diameters of the CMPCF/TPU/epoxy composite filament and PAN-CF/epoxy composite filament were 1.48 mm and 0.58 mm, respectively. We calculated that the volume ratio of CMPCF in the CMPCF/TPU/epoxy composite filament was about 6.6%, and the volume ratio of PAN-CF was about 14.6%. As a result, the percentage of CMPCF in the sample was 54.8% less than that of PAN-CF.
We tested the tensile strength and thermal conductivity of the composite filament. Tensile specimens of CMPCF/TPU/epoxy composite filament and PAN-CF/epoxy composite filament were prepared according to the ASTM D4018 standard (ASTM, 2017). We used cardboard as a gripping device for the test specimens, as shown in Fig. 9. The 250-mm-long composite filament was fixed on the gripping device using epoxy resin glue. The diameters of the CMPCF/TPU/epoxy composite filament and PAN-CF/epoxy composite filament were about 1.48 mm and 0.96 mm, respectively. We used a microcomputer-controlled electronic universal material testing machine (WDW-1, Shanghai Songdun Instruments Manufacturing Co., Ltd., China) for tensile testing (Fig. 10). The tensile force was applied to the composite filament tensile specimens at a speed of 2 mm/min.
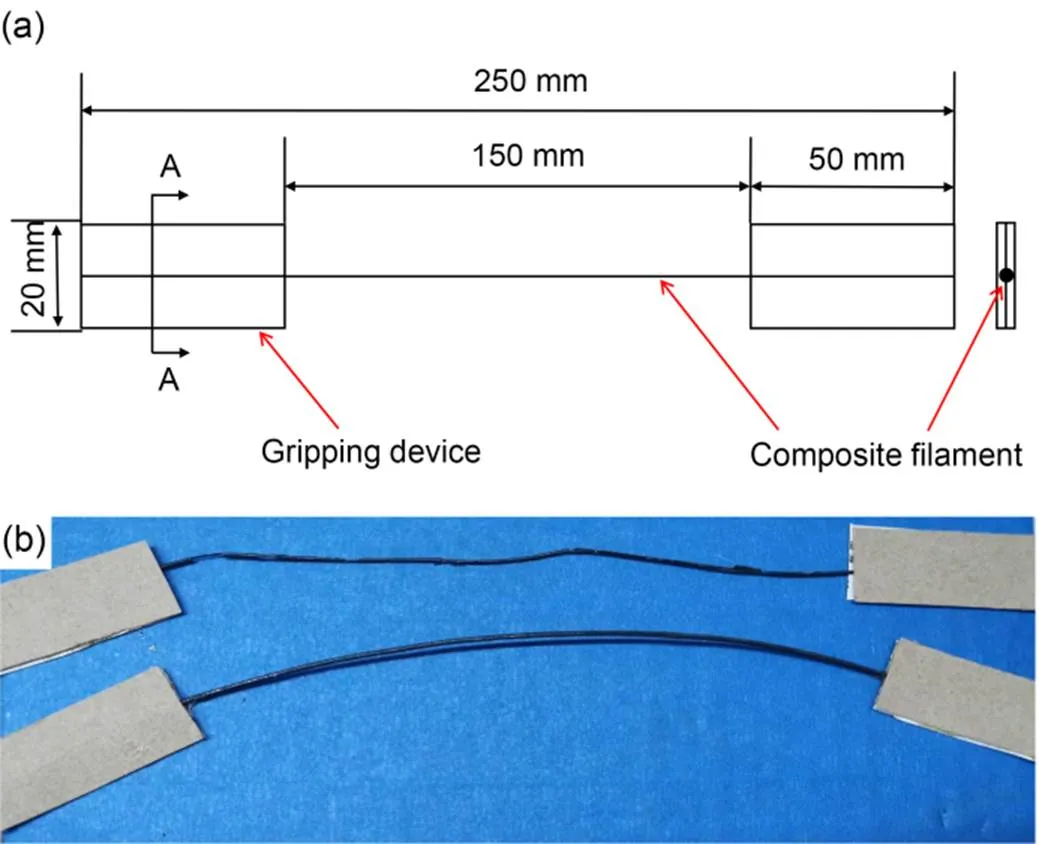
Fig. 9 Standard specimens for composite filament tensile test: (a) schematic diagram; (b) examples of specimens
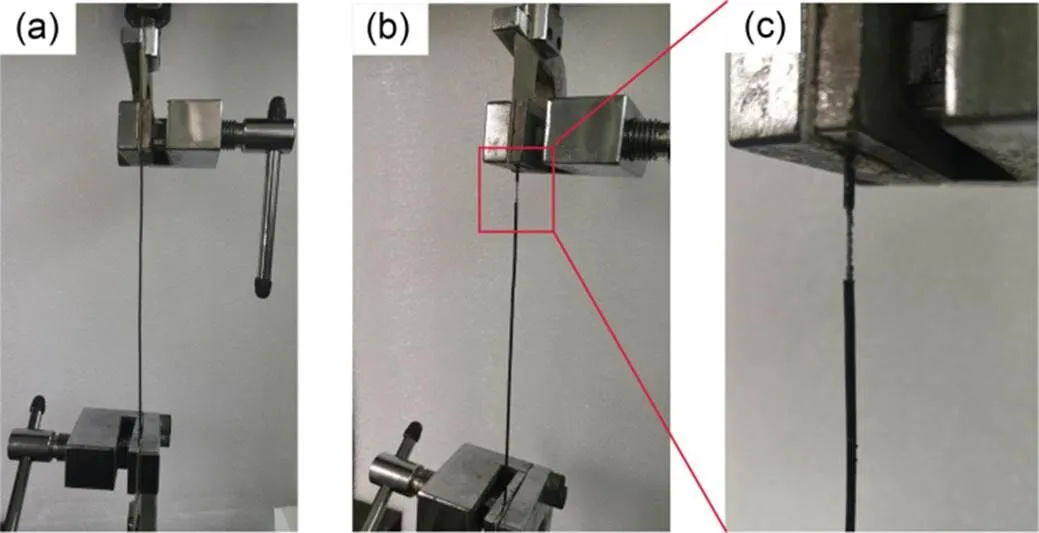
Fig. 10 Specimens and tests: (a) tensile testing of composite filament; (b) lose efficacy of composite filament; (c) lose efficacy close-up
The load-displacement curves of the two composite filaments are shown in Fig. 11a. The maximum tensile load of the CMPCF/TPU/epoxy composite filament was 42.188 N, about 38% lower than that of the PAN-CF/epoxy composite filament. It can be seen from Fig. 11a that the PAN-CF/epoxy composite filament broke instantaneously when it failed, while the load-descent speed of the CMPCF/TPU/epoxy composite filament tended to be moderate after the instant failure, due to the function of TPU. After CMPCF breaks, TPU can prevent instantaneous failure due to its sizeable elastic modulus and bear a part of the tensile load, as shown in Figs. 10b and 10c. The tensile strength of the CMPCF/TPU/epoxy composite filament was 23.874 MPa, about 73% lower than that of the PAN-CF/epoxy composite filament, as shown in Fig. 11b. The high graphitization of CMPCF reduces its tensile strength.
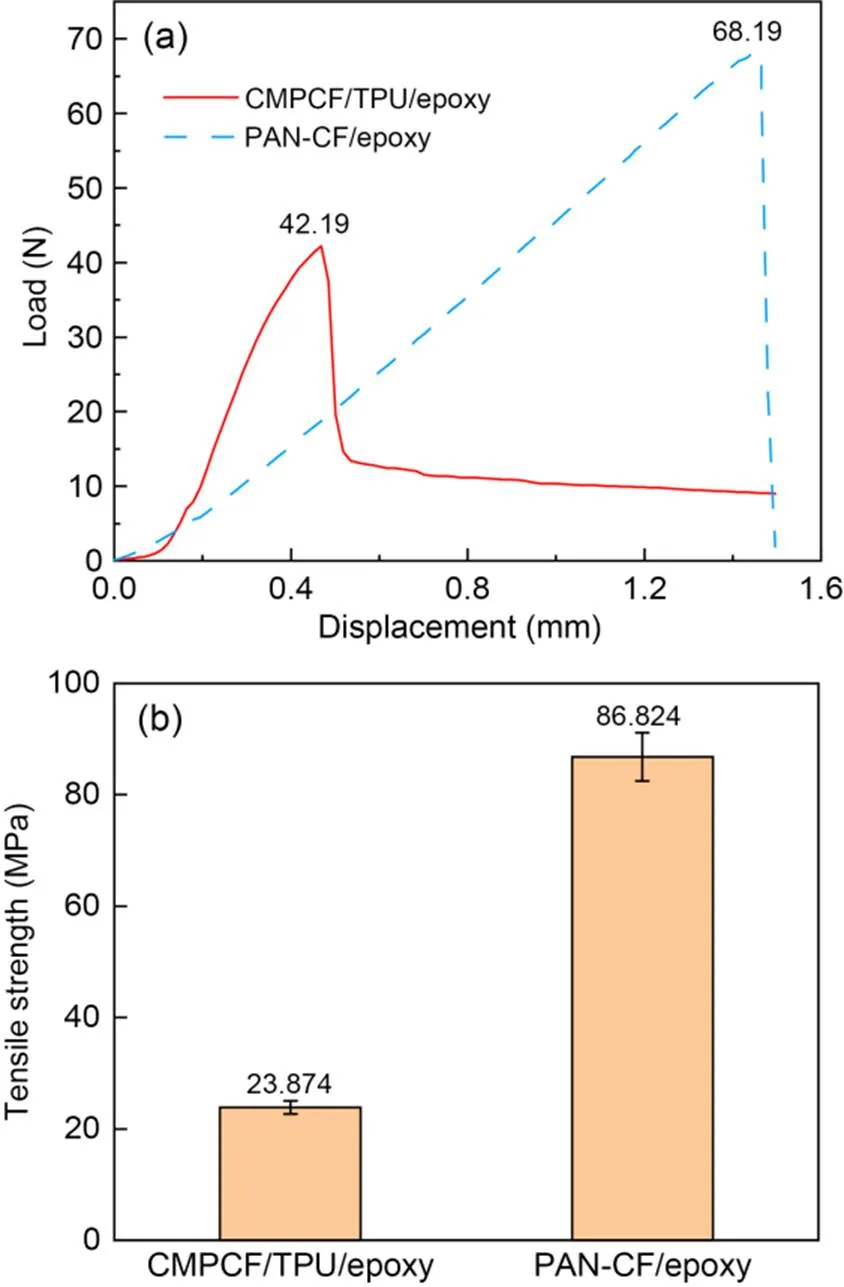
Fig. 11 Tensile testing of composite filament: load-displacement (a) and tensile strength (b) of CMPCF/TPU/epoxy and PAN-CF/epoxy
We used a ThermaCAM-P65 infrared thermal imager from FLIR USA to test and visualize the thermal conduction performance of composite filaments. The thermal images of PAN-CF/epoxy composite filament and CMPCF/TPU/epoxy composite filament under the same heating conditions at room temperature are shown in Figs. 12a and 12b, respectively. The acquisition times of images from left to right are 0 s, 15 s, 30 s, and 45 s, respectively. It can be seen that the temperature of PAN-CF/epoxy composite filament did not change with time. In contrast, the CMPCF/TPU/epoxy composite filament temperature gradually increased from 20 ℃ to about 50 ℃. Between 30 s and 45 s, the temperature of CMPCF/TPU/epoxy composite filament stopped changing, which meant a stable thermal conduction state had been reached. The temperature variation of the CMPCF/TPU/epoxy composite filament with time can be seen more clearly in Fig. 12c.
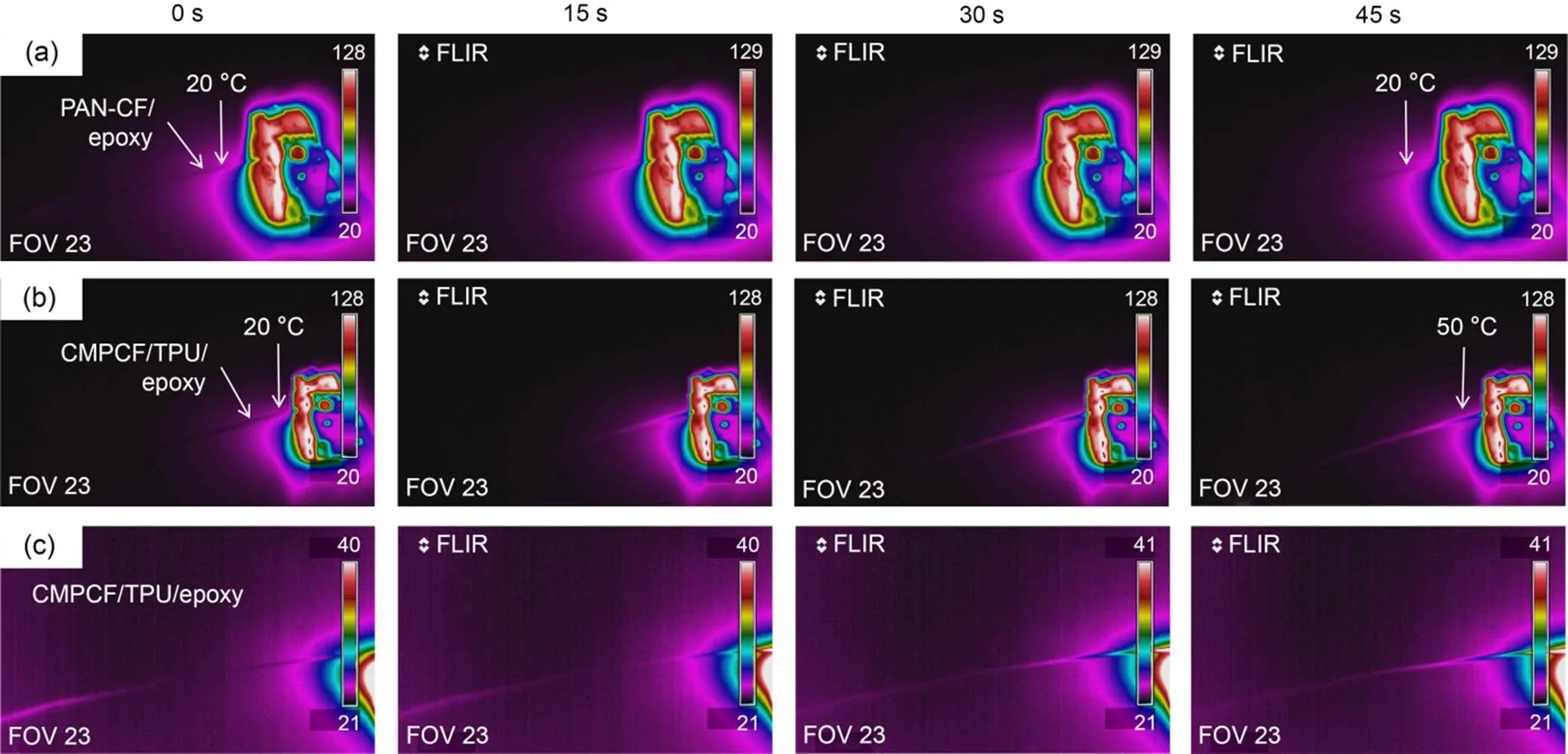
Fig. 12 Infrared thermal images of: (a) PAN-CF/epoxy; (b) CMPCF/TPU/epoxy; (c) CMPCF/TPU/epoxy close-up (unit: ℃)
Figs. 13a and 13b show the printed samples made of CMPCF/TPU/epoxy composite filament (diameter 1.48 mm) and PAN-CF/epoxy composite filament (diameter 0.58 mm). The thermal conductivity of the different composites and epoxy resins at room temperature (25 ℃) is given in Fig. 14 and Table 1. The thermal conductivity of printed CMPCF/TPU/epoxy composites was 40.549 W/(m·K) at room temperature. The thermal conductivity of the matrix materials was far lower than that of CMPCF, but the matrix materials protected the CMPCF. Compared with the thermal conductivity of printed PAN-CF/epoxy composites at room temperature of 3.122 W/(m·K), the thermal conductivity of CMPCF/TPU/epoxy composites was nearly 13 times higher. It is evident that the higher the thermal conductivity of the carbon fiber used, the higher the thermal conductivity of the composites. In the CMPCF/TPU/epoxy composites, the CMPCF played the primary role in thermal conductivity, although it represented only 6.6% of the volume in the composite filament. If the volume ratio of CMPCF was increased to be equal to the volume ratio of PAN-CF in the composites, the thermal conductivity of CMPCF/TPU/epoxy composites could be further improved.
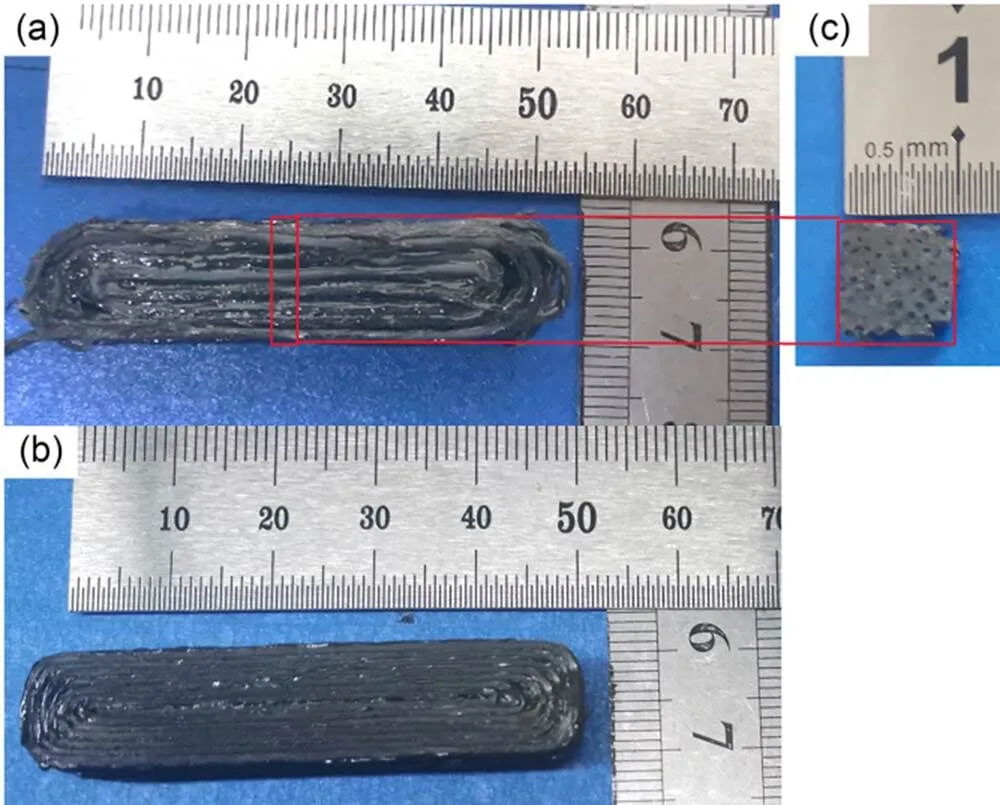
Fig. 13 Printed samples of different composite filaments: (a) CMPCF/TPU/epoxy composite filament; (b) PAN-CF/epoxy composite filament; (c) thermal conductivity test sample of CMPCF/TPU/epoxy composite filament
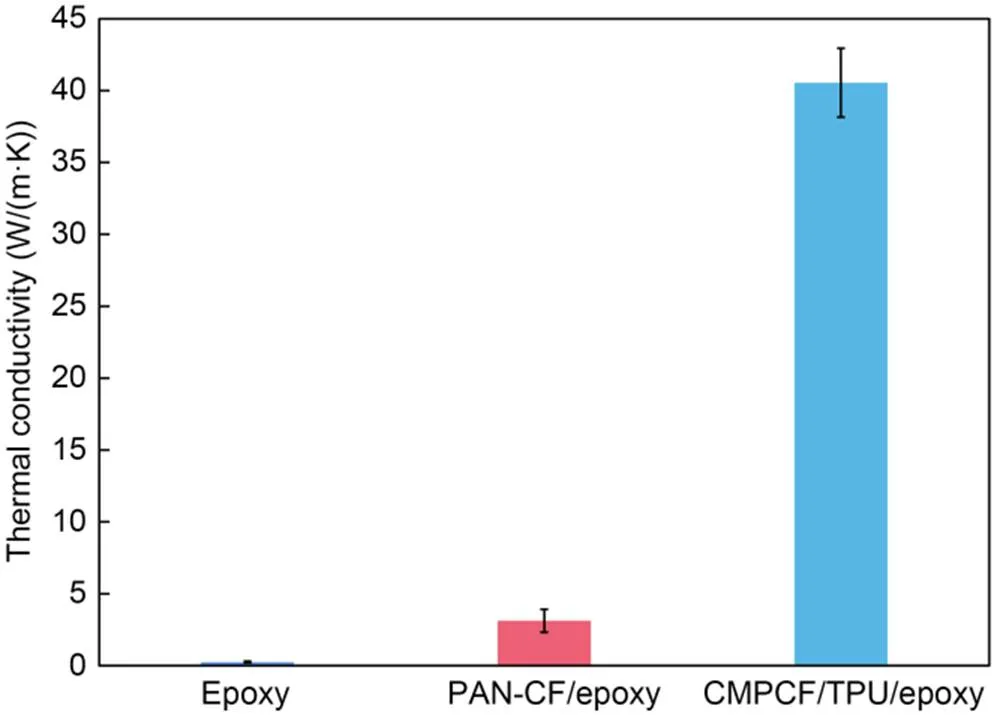
Fig. 14 Thermal conductivity of epoxy resin and composites
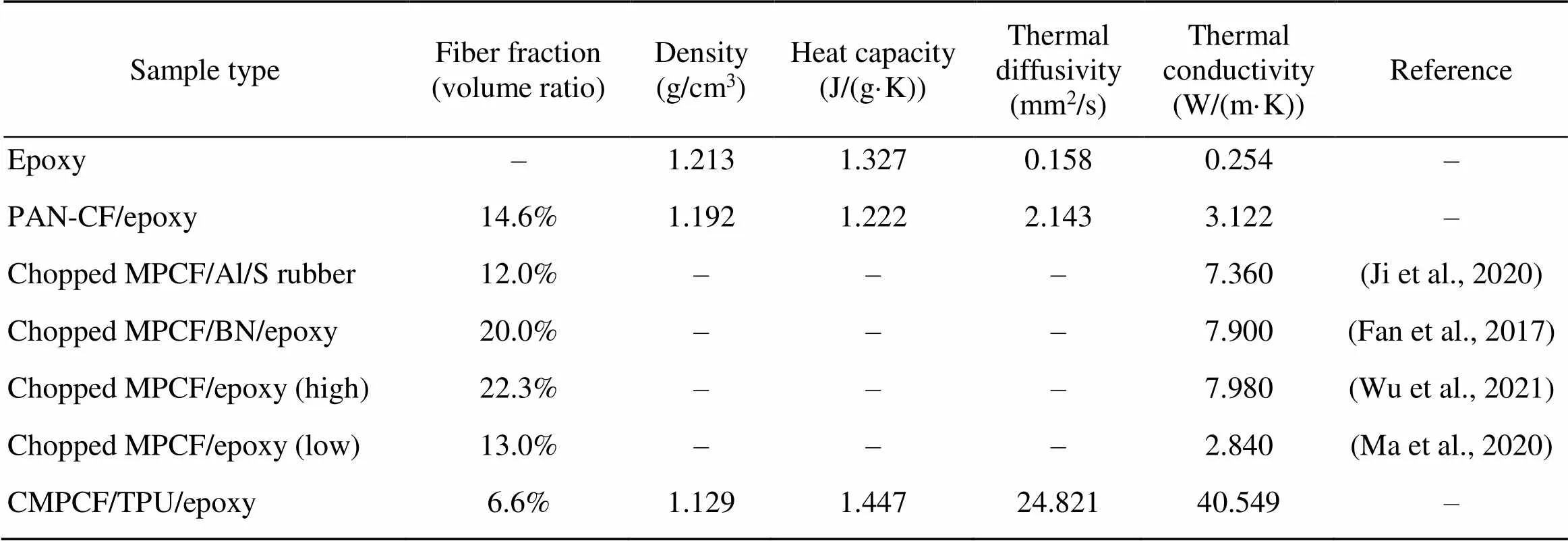
Table 1 Thermal conductivity, density, specific heat capacity, and thermal diffusivity of the composites and epoxy resin
MPCF refers to the mesophase-pitch-based carbon fiber and BN refers to the boron nitride
The SEM images of the composite printed samples are shown in Fig. 15, where one can see the entire fiber bundle. There are single-fiber filaments in the circles. PAN-CF is thinner than CMPCF. The PAN-CF was impregnated directly with epoxy resin to form composites, and a small amount of epoxy resin infiltrated into the fiber filaments. The orientation of the fiber filaments was good, and the density was high. The preparation process proposed in this study can ensure that the fibers bundle together, significantly improving thermal conductivity. The fiber-filament orientation is consistent with the printing direction, and controls the direction of heat conduction. Under the TPU wrapping, the CMPCF in the printed part is closely arranged and well oriented. The printed part is relatively dense, and there is little porosity inside the fibers. In addition, the pores between the composite filaments are filled with epoxy resin during the curing process.
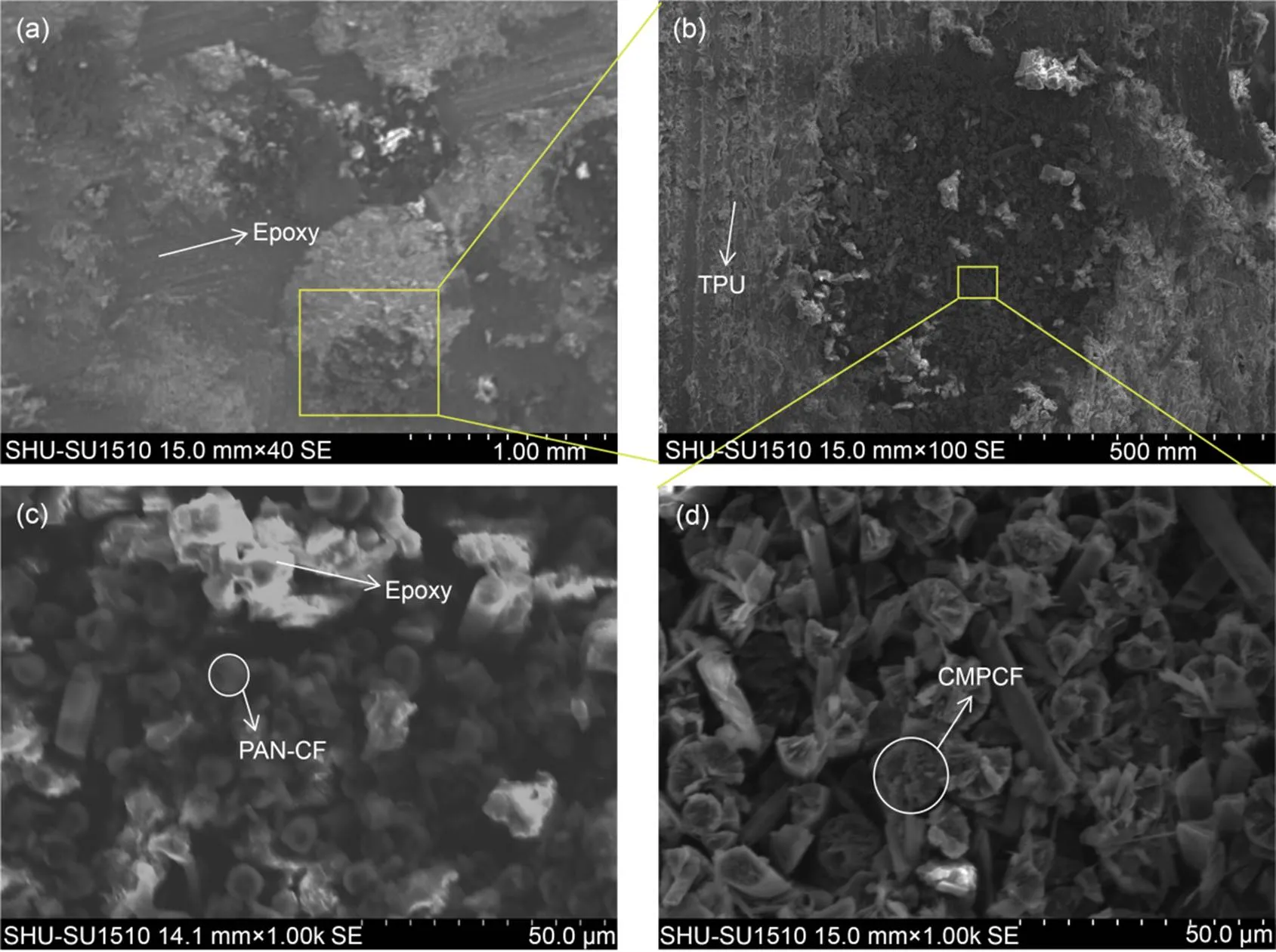
Fig. 15 SEM images for: (a) CMPCF/TPU/epoxy in the 40 times; (b) CMPCF/TPU/epoxy in the 100 times; (c) PAN-CF/epoxy in the 1000 times; (d) CMPCF in the 1000 times
A complete CMPCF is like a straight conveying pipeline, as shown in Fig. 16. After the printed CMPCF was irregularly broken, with TPU wrapped around the outside of the fiber bundle, a large number of short pipes could be spliced together. This indicated formation of a weak connection between broken fibers. Although the amount of heat transmitted by the spliced pipeline was not as good as the original conveying pipeline, it still transmitted more heat than the traditional short fibers directly mixed with epoxy resin, because of the advantages offered by the fiber orientation in the composites. The large amounts of fractured fibers were spliced together after printing. Although the thermal conductivity of these spliced fibers could not compare with that of continuous CMPCF, they were generally able to form high-speed channels for transferring heat.
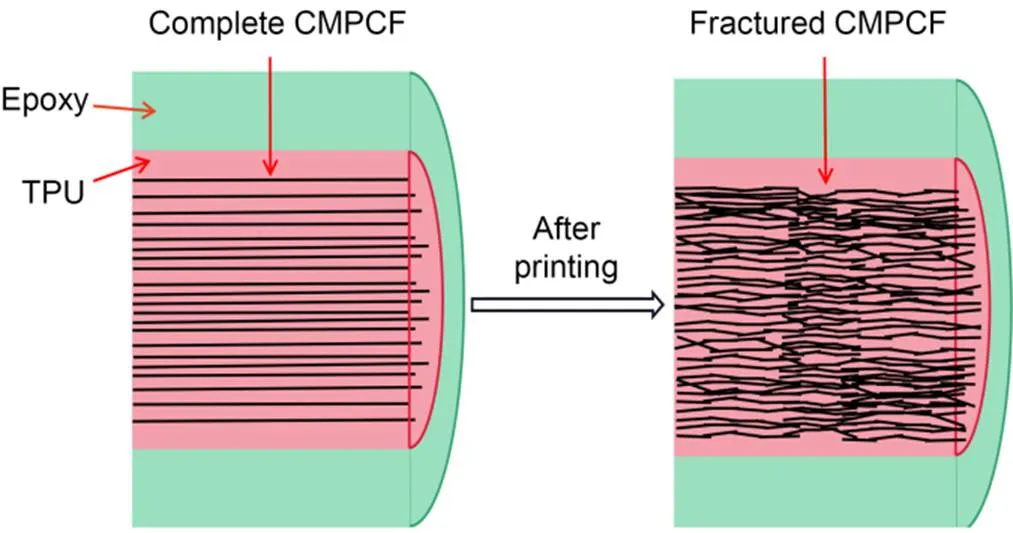
Fig. 16 Illustration of CMPCF fracture
4 Conclusions
In this paper, we propose a formation process for CMPCF/TPU/epoxy composite filament for the purpose of 3D printing of high-thermal-conductivity CMPCF. We focused on the preparation of CMPCF/TPU/epoxy composite filament, printing, and curing of printed parts, and the specific research content and results are as follows:
1. CMPCF/TPU/epoxy composite filament with high thermal conductivity was successfully prepared by surface sizing, toughening pretreatment, and prepreg processing of CMPCF. Coating CMPCF with TPU solves the bottleneck problem that CMPCF is difficult to print due to its extreme brittleness.
2. Three-dimensional printing enables the laying of fibers along the direction of thermal conductivity. It provides a new method for preparing complex printed parts with high thermal conductivity.
3. The performance of CMPCF/TPU/epoxy composite filament and its printed samples were characterized by experimental studies. We found through mechanical tests that the tensile strength of the CMPCF/TPU/epoxy composite filament was about 73% lower than that of the PAN-CF/epoxy composite filament.
4. Nevertheless, the thermal conductivity test showed that when the volume content of CMPCF was only 6.6%, the thermal conductivity of the composites was 40.549 W/(m·K), which was 160 times that of the pure epoxy resin and 13 times that of the composites with a PAN-CF volume of 14.6%. Therefore, it is clear that inclusion of CMPCF improves the thermal conductivity of printed parts significantly.
This work is supported by the National Natural Science Foundation of China (Nos. 52175474 and 52275498).
Haiguang ZHANG designed the research. Kunlong ZHAO and Haiguang ZHANG processed the corresponding data. Kunlong ZHAO wrote the first draft of the manuscript. Qingxi HU and Jinhe WANG helped to organize the manuscript. Kunlong ZHAO and Haiguang ZHANG revised and edited the final version.
Haiguang ZHANG, Kunlong ZHAO, Qingxi HU, and Jinhe WANG declare that they have no conflict of interest.
ASTM (American Society for Testing and Materials), 2017. Standard Test Methods for Properties of Continuous Filament Carbon and Graphite Fiber Tows, ASTM D4018-17. American Society for Testing and Materials, USA.
Dong KX, Sheng N, Zou DQ, et al., 2020. A high-thermal-conductivity, high-durability phase-change composite using a carbon fibre sheet as a supporting matrix., 264:114685. https://doi.org/10.1016/j.apenergy.2020.114685
Fan BH, Liu Y, He DL, et al., 2017. Enhanced thermal conductivity for mesophase pitch-based carbon fiber/modified boron nitride/epoxy composites., 122:71-76. https://doi.org/10.1016/j.polymer.2017.06.060
Garimella SV, Persoons T, Weibel JA, et al., 2017. Electronics thermal management in information and communications technologies: challenges and future directions., 7(8):1191-1205. https://doi.org/10.1109/tcpmt.2016.2603600
Guo HC, Zhao HY, Niu HY, et al., 2021. Highly thermally conductive 3D printed graphene filled polymer composites for scalable thermal management applications., 15(4):6917-6928. https://doi.org/10.1021/acsnano.0c10768
Guo LC, Zhang ZY, Li MH, et al., 2020. Extremely high thermal conductivity of carbon fiber/epoxy with synergistic effect of MXenes by freeze-drying., 19:134-141. https://doi.org/10.1016/j.coco.2020.03.009
Hu JT, Huang Y, Yao YM, et al., 2017. Polymer composite with improved thermal conductivity by constructing a hierarchically ordered three-dimensional interconnected network of BN., 9(15):13544-13553. https://doi.org/10.1021/acsami.7b02410
Isarn I, Bonnaud L, Massagués L, et al., 2020. Study of the synergistic effect of boron nitride and carbon nanotubes in the improvement of thermal conductivity of epoxy composites., 69(3):280-290. https://doi.org/10.1002/pi.5949
Ji JC, Chiang SW, Liu MJ, et al., 2020. Enhanced thermal conductivity of alumina and carbon fibre filled composites by 3-D printing., 690:178649. https://doi.org/10.1016/j.tca.2020.178649
Liu JC, Li WW, Guo YF, et al., 2019. Improved thermal conductivity of thermoplastic polyurethane via aligned boron nitride platelets assisted by 3D printing., 120:140-146. https://doi.org/10.1016/j.compositesa.2019.02.026
Ma C, Ma Z, Gao LH, et al., 2018. Preparation and characterization of coatings with anisotropic thermal conductivity., 160:1273-1280. https://doi.org/10.1016/j.matdes.2018.10.046
Ma JK, Shang TY, Ren LL, et al., 2020. Through-plane assembly of carbon fibers into 3D skeleton achieving enhanced thermal conductivity of a thermal interface material., 380:122550. https://doi.org/10.1016/j.cej.2019.122550
Ming YK, Wang B, Zhou J, et al., 2021. Performance and applications of 3D printed continuous fiber-reinforced thermosetting composites., 64(15):58-65 (in Chinese). https://doi.org/10.16080/j.issn1671-833x.2021.15.058
Miranda AT, Bolzoni L, Barekar N, et al., 2018. Processing, structure and thermal conductivity correlation in carbon fibre reinforced aluminium metal matrix composites., 156:329-339. https://doi.org/10.1016/j.matdes.2018.06.059
Mun SY, Lim HM, Lee DJ, 2015. Thermal conductivity of a silicon carbide/pitch-based carbon fiber-epoxy composite., 619:16-19. https://doi.org/10.1016/j.tca.2015.09.020
Na TY, Liu X, Jiang H, et al., 2018. Enhanced thermal conductivity of fluorinated epoxy resins by incorporating inorganic filler., 128:84-90. https://doi.org/10.1016/j.reactfunctpolym.2018.05.004
Oh H, Kim Y, Kim J, 2019. Co-curable poly (glycidyl methacrylate)?-grafted graphene/epoxy composite for thermal conductivity enhancement., 183:121834. https://doi.org/10.1016/j.polymer.2019.121834
Stepashkin АA, Chukov DI, Senatov FS, et al., 2018. 3D-printed PEEK-carbon fiber (CF) composites: structure and thermal properties., 164:319-326. https://doi.org/10.1016/j.compscitech.2018.05.032
Tang B, Yi M, Liang YM, et al., 2020. Preparation and study on the thermal conductivity of high thermal conductivity pitch based carbon fiber/epoxy composite., 48(8):157-160 (in Chinese).
Tarhini AA, Tehrani-Bagha AR, 2019. Graphene-based polymer composite films with enhanced mechanical properties and ultra-high in-plane thermal conductivity., 184:107797. https://doi.org/10.1016/j.compscitech.2019.107797
Tong YL, Tao ZC, Li YF, et al., 2022. Carbon materials with high thermal conductivity and its application in spacecraft., 42(1):131-138 (in Chinese). https://doi.org/10.16708/j.cnki.1000-758X.2022.0015
Watts R, Kistner M, Colleary A, 2006. Materials opportunity to electronic composite enclosures for aerospace and spacecraft thermal management., 813(1):19-26. https://doi.org/10.1063/1.2169175
Wu B, Li JJ, Li X, et al., 2021. Gravity driven ice-templated oriental arrangement of functional carbon fibers for high in-plane thermal conductivity., 150:106623. https://doi.org/10.1016/j.compositesa.2021.106623
Wu WF, Liu N, Cheng WL, et al., 2013. Study on the effect of shape-stabilized phase change materials on spacecraft thermal control in extreme thermal environment., 69:174-180. https://doi.org/10.1016/j.enconman.2013.01.025
Xiao C, Tang YL, Chen L, et al., 2019. Preparation of highly thermally conductive epoxy resin composites via hollow boron nitride microbeads with segregated structure., 121:330-340. https://doi.org/10.1016/j.compositesa.2019.03.044
Xiao WK, Luo XJ, Ma PF, et al., 2018. Structure factors of carbon nanotubes on the thermal conductivity of carbon nanotube/epoxy composites., 8(3):035107. https://doi.org/10.1063/1.5017784
Xue F, Han X, Sun DH, 2015. The application of 3D printing technology in space composites manufacturing., 36(2):77-82 (in Chinese). https://doi.org/10.3969/j.issn.1009-8518.2015.02.011
Yang W, Huo HL, Li HB, et al., 2020. Research progress of multifunctional thermal control materials and structures of aerospace vehicles., 47(2):1-12 (in Chinese). https://doi.org/10.19447/j.cnki.11-1773/v.2020.02.001
Zheng XR, Kim S, Park CW, 2019. Enhancement of thermal conductivity of carbon fiber-reinforced polymer composite with copper and boron nitride particles., 121?:?449-456. https://doi.org/10.1016/j.compositesa.2019.03.030
Zhu CY, Chen ZH, Zhu RJ, et al., 2021. Vertically aligned Al2O3fiber framework leading to anisotropically enhanced thermal conductivity of epoxy composites., 23(9):2100327. https://doi.org/10.1002/adem.202100327
Jinhe WANG, wangjinhe@shu.edu.cn
Aug. 28, 2022;
Revision accepted Nov. 14, 2022;
Crosschecked Jan. 10, 2023
? Zhejiang University Press 2023
 Journal of Zhejiang University-Science A(Applied Physics & Engineering)2023年2期
Journal of Zhejiang University-Science A(Applied Physics & Engineering)2023年2期
- Journal of Zhejiang University-Science A(Applied Physics & Engineering)的其它文章
- Biophysical neurons, energy, and synapse controllability: a review
- Deformation pre-compensated optimization design of cam ring for low pulsation hydraulic motors
- Advanced ocean wave energy harvesting: current progress and future trends
- Reliability measure approach considering mixture uncertainties under insufficient input data