
Near-Zero Air Pollutant Emission Technologies and Applications for Clean Coal-Fired Power
2020-05-11 01:19:48ShuminWang
Engineering 2020年12期
Shumin Wang
China Energy Investment Corporation Limited, Beijing 100011, China
Keywords:
Clean coal-fired power
Air pollutants
Near-zero emission
Pilot platform
New ‘‘1123” eco-friendly emission limits
ABSTRACT Coal is the dominant energy source in China, and coal-fired power accounts for about half of coal consumption. However, air pollutant emissions from coal-fired power plants cause severe ecological and environmental problems. This paper focuses on near-zero emission technologies and applications for clean coal-fired power. The long-term operation states of near-zero emission units were evaluated,and synergistic and special mercury (Hg) control technologies were researched. The results show that the principle technical route of near-zero emission,which was applied to 101 of China’s coal-fired units,has good adaptability to coal properties.The emission concentrations of particulate matter(PM),SO2,and NOx were below the emission limits of gas-fired power plants and the compliance rates of the hourly average emission concentrations reaching near-zero emission in long-term operation exceeded 99%.With the application of near-zero emission technologies, the generating costs increased by about 0.01 CNY?(kW?h)-1. However, the total emissions of air pollutants decreased by about 90%, resulting in effective improvement of the ambient air quality. Furthermore, while the Hg emission concentrations of the near-zero emission units ranged from 0.51 to 2.89 μg?m-3, after the modified fly ash (MFA) special Hg removal system was applied, Hg emission concentration reached as low as 0.29 μg?m-3. The operating cost of this system was only 10%-15% of the cost of mainstream Hg removal technology using activated carbon injection. Based on experimental studies carried out in a 50 000 m3?h-1 coal-fired flue gas pollutant control pilot platform, the interaction relationships of multi-pollutant removal were obtained and solutions were developed for emissions reaching different limits.A combined demonstration application for clean coal-fired power, with the new ‘‘1123” eco-friendly emission limits of 1, 10, 20 mg?m-3, and 3 μg?m-3,respectively,for PM,SO2,NOx,and Hg from near-zero emission coal-fired power were put forward and realized,providing engineering and technical support for the national enhanced pollution emission standards.
1. Introduction
China’s resource endowment of being oil-poor,having even less gas,and being relatively rich in coal has determined that its power source structure is dominated by coal-fired power [1]. At present,the coal for power generation in China accounts for about 50% of total coal consumption[2]and about 70%of total electricity is generated by coal-fired power plants [3]. Although coal-fired power provides important energy support for China’s economic and social development, its generation emits large amounts of air pollutants,such as particulate matter(PM),sulfur dioxide(SO2),nitrogen oxides(NOx),and heavy metals,which seriously affect the ambient air quality.Thus far,China has issued a series of air pollutant emission standards for coal-fired power,and the newest"Emission standard of air pollutants for thermal power plants" (GB 13223-2011) [4]demonstrates China’s leading role in eco-environmental protection. To advance the construction of ecological civilization after the 18th National Congress of the Communist Party of China(CPC), coal-fired power enterprises have gradually changed their understanding of pollution discharge and active environmental protection has become the trend.In this context,the former Shenhua Group benchmarked the specified emission limits of gas-fired power plants in GB 13223-2011 and proposed a near-zero emission standard of air pollutants for clean coal-fired power [5];that is, the emission concentrations of PM, SO2, and NOxshould be no higher than 5, 35, and 50 mg?m-3(standard conditions,dry,6%O2),respectively.After that,the Chinese government issued the Action Plan for the Upgrading and Retrofitting of Coal-Fired Power Plants for Energy Conservation and Emission Reduction (2014-2020), which explicitly required coal-fired power enterprises to rapidly promote ultra-low emission, with emission limits of 10,35, and 50 mg?m-3, respectively, for PM, SO2, and NOx(standard conditions,dry,6%O2)[6].Due to China’s energy resource endowment, power development, and environmental constraints, the air pollution problems caused by coal-fired power should be continuously focused upon. Therefore, efforts to strictly control air pollutant emissions and aim for clean and efficient coal use still have a long way to go in the coal-fired power industry.
This paper first introduces the development history of air pollutant control technologies in coal-fired power plants.Next,the engineering application effects of the near-zero emission technical route on different grades of coal-fired units are systematically studied and the discharge compliance rates are identified in order to evaluate the long-term operation states of the units. The deep emission reduction characteristics of the heavy metal mercury(Hg) in near-zero emission units are also researched. Finally, new near-zero emission limits are explored, with the aim of providing a scientific basis for the formulation of more stringent emission standards for air pollutants from coal-fired power plants.
2. Air pollutant emission control in coal-fired power plants
2.1. PM control technology
The PM emission control technology of coal-fired power plants has been developed for the past 50 years,since the 1960s,and can be roughly divided into five stages: ①Before 1990, China’s coalfired power plants mainly removed PM using a cyclone and water precipitator, and so forth. ②By around 1990, electrostatic precipitation technology with a PM removal efficiency of 94.2%had been mastered in China. ③By the year 2000, China’s electrostatic precipitation technology had reached the international advanced level, with a market share of 80% and a PM removal efficiency of 98.0%. ④ With emission standards becoming more stringent,coal-fired power plants began to use electrostatic precipitator(ESP),fabric filter(FF),and electrostatic fabric integrated precipitator(EFIP)[7,8];of these,ESP had a market share of 95%.⑤Through technological innovation, highly efficient electrostatic precipitation technologies such as high-frequency power supply, low-low temperature electrostatic precipitation, rotating electrode, and wet electrostatic precipitator (WESP) have been recently developed [9].
Conventional dedusting devices are generally configured after the air preheater (APH); however, this would cause the problems of wear and blockage in the selective catalytic reduction(SCR)denitration catalyst and APH.Therefore,high-temperature PM removal technologies have attracted attention,including filtration and electrostatic precipitation technologies [10]. In filtration technology,the major focus is on the high-temperature service life of rigid ceramic materials[11].For high-temperature ESP,researchers have concentrated on developing new forms of electrodes with excellent discharge performance under high-temperature conditions [12].
2.2. SO2 control technology
Research on SO2control technology started late in China, but proceeded more rapidly than in developed countries.This development can be summarized in four stages [13]: ①Starting in the 1970s, research, lab-scale experiments, and demonstrations in industrial boilers of desulfurization technology were carried out.②In the early 1990s, foreign limestone-gypsum wet flue gas desulfurization (WFGD) technology was introduced. China’s flue gas desulfurization technology was then fully developed and the relevant national policies and environmental regulations were successively issued. Numerous flue gas desulfurization technologies were applied in coal-fired power plants, such as limestone-gypsum WFGD,seawater desulfurization,rotary spray drying,and furnace calcium spraying integrated with activation by flue gas humidification. ③From 2007 to 2011, many coal-fired units were equipped with flue gas desulfurization devices and the localization of devices continuously improved,resulting in a significant drop in the cost of the desulfurization project. ④Since 2011, Ministry of Environmental Protection of the People’s Republic of China (integrated into the Ministry of Ecology and Environment of the People’s Republic of China) has further revised the SO2emission standards for coal-fired power plants,resulting in further development and innovation in desulfurization technology. Thus, highly efficient desulfurization technologies—such as single-tower enhanced absorption, single and dual towers with double circulation,tray spraying,and turbulence coupling—have been developed[14], which can further improve technical indicators and reduce operation energy consumption.
2.3. NOx control technology
NOxcontrol technology has had a short development time in China, and low NOxburning (LNB) and flue gas denitration technologies have been the major focus. LNB technology mainly includes air-staged combustion, fuel-staged combustion, and flue gas recirculation, with air-staged combustion technology being the most widely used.EU Sheikh et al.[15]analyzed the reduction of NOxgeneration during combustion by reducing the combustion temperature and rationally arranging the tertiary air. With regard to the circulating fluidized bed (CFB) boiler, Ke et al. [16] put forward an LNB technical route to strengthen the reductive atmosphere in different areas of the furnace and promote the reduction of NOx; the core of this technical route is to decrease the average size of the bed material and increase the solid circulation rate.SCR denitration technology has been confirmed as one of the most widely used and mature technologies for flue gas denitration in the world[17].In the 1990s,China’s coal-fired power plants began to use this technology, and an SCR denitration device was first installed in the 600 MW unit of the Fujian Zhangzhou Houshi Power Plant in 1999. Given the increasingly strict environmental protection standards in China, SCR has been developed rapidly and V2O5/TiO2-based catalysts, which can achieve a denitration efficiency of more than 85%[18],have been widely used.However,when a unit operates under a low load, it is easy for the catalyst activity to decrease, increasing ammonia (NH3) escape. For this reason,the following retrofit was made to achieve wide-load denitration:The No.0 high-pressure heater was configured to increase the feed water temperature,a bypass flue was added at the inlet of the economizer,the water side bypass was configured for the economizer, and the economizer was hierarchically arranged [14]. The development of a nontoxic catalyst with a wide temperature window, catalyst regeneration, and harmless treatment has also become a major research focus [19].
2.4. Heavy metal Hg control technology
With the effective control of conventional air pollutants in coalfired power plants, the low-concentration and high-hazard heavy metal Hg in flue gas has received significant attention at home and abroad in the past few decades. As a volatile trace element,Hg is almost completely released during coal combustion,and then undergoes a series of complex physical and chemical changes with the cooling of the flue gas,resulting in three forms:gas-phase elemental (Hg0), gas-phase oxidized (Hg2+), and particle-bound (Hgp)[20]. The GB 13223-2011 issued in 2011 specified a Hg emission limit of 30 μg?m-3for coal-fired power plants. The ‘‘Comprehensive prevention and control of heavy metal pollution initiative in the 12th Five-Year Plan” was issued in the same year, and clearly called for the crucial control of Hg, lead (Pb), cadmium (Cd), chromium(Cr),and arsenic(As).Because post-combustion Hg removal technologies have good working stability, high control efficiency,and strong adjustability, research on the synergistic control of existing air pollution control devices (APCDs) and the special control of single technologies has become a focus across the world.The information collection report(ICR)issued by the US Environmental Protection Agency (EPA) reported a statistic on the Hg test results of more than 80 coal-fired units, and showed that removal efficiency could be reduced from trace to over 90% under the effect of APCDs such as dedusting, desulfurization, and denitration [21].Hgpcan be captured by a dedusting device (ESP or FF) and Hg2+compounds can be absorbed by the spray slurry in WFGD because of their water solubility. However, it is difficult to effectively capture the large share of Hg0using ESP and WFGD, due to the insolubility and volatility of Hg0; hence, SCR has become the key to Hg pollution reduction because it can promote the oxidation of Hg0[22].
At present, there are two main technical routes for special Hg control technology. One is the catalytic oxidation method: By improving the SCR denitration catalyst, the conversion rate of Hg0to Hg2+in flue gas improves and an oxidation efficiency of 95% can be reached, followed by effective Hg capture in WFGD[23,24]. The second is the sorbent injection method: By injecting sorbent powder into the front flue of the dedusting device, Hg0and Hg2+make contact with flue gas and are then adsorbed by the sorbent to form Hgp, which can result in a Hg removal efficiency greater than 90%.Currently,sorbents include activated carbon (AC) [25,26], fly ash sorbent [27,28], calcium-based sorbent[29],mineral sorbent[30,31],and more;of these,activated carbon injection (ACI) is the major special Hg control technology. By the end of April 2015, 310 coal-fired units in the United States had installed an ACI device to remove Hg [32]. However, it is difficult to promote and apply this strategy in China due to its high operating cost(the removal of 1 kg of Hg costs over 65 000 USD[33])and the influence of the comprehensive utilization of fly ash.Therefore,the development of highly efficient and low-cost fly ash and mineral sorbents is the main direction for the deep removal of Hg pollution in coal-fired power plants in the future.
3. Technical route of near-zero emission
Over a period of time, China has made significant progress in the development of flue gas pollutant control technologies for coal-fired power plants,and has become one of the countries with the most advanced clean coal power technologies. Since 2010, the state-owned energy enterprises represented by the Shenhua Group have striven to implement basic resource-saving and environmental protection policies. The Shenhua Group directed the Guohua Electric Power Research Institute to carry out research into air pollutant near-zero emission technologies in coal-fired power plants.In 2012, the Shenhua Group cooperated with East China Electric Power Design Institute to carry out monographic studies on dedusting, desulfurization, denitration, and Hg removal for the third-phase 2 × 1000 MW projects of the Zhejiang Ninghai Power Plant, during which an integrated and optimized design of the whole system was made.For the coal-fired power units,a principle technical route of near-zero emission was proposed and passed the expert review organized by the China Electric Power Planning and Engineering Institute in May 2013[5].The technical route is shown in Fig.1:LNB →SCR →low-temperature economizer(LTE)+highfrequency power ESP →WFGD →WESP. The removal effects of multi-pollutants by different control technologies are shown in Table 1 in detail.
Considering the diverse characteristics of coal properties, furnace types, and APCDs for coal-fired power units, the adaptability of the technical route should be analyzed in order to achieve nearzero emission of air pollutants.
In regards to dedusting, the ash content of power-generation coal is generally 7%-25% in China; thus, the initial PM concentration in the flue gas is 10-30 g?m-3before ESP. To achieve nearzero PM emission,the control strategy should include two or three dedusting steps. ①For the primary dedusting, both ESP and EFIP show high removal efficiency of PM. However, the retrofitting of EFIP for existing units presents the problems of high cost, space restrictions, and difficulties for project implementation. With high-frequency power retrofitting, the efficiency of ESP could be improved to higher than 99.85%,resulting in an obvious economic benefit. Further equipping an ESP with an LTE, known as a lowtemperature ESP, could improve the primary PM removal efficiency to higher than 99.9% and decrease the PM concentration to lower than 30 mg?m-3at the outlet of the ESP(some units reach 10-20 mg?m-3). ②For the secondary dedusting, under the combined effect of highly efficient spray and demisting (three-level or tubular demisting), the PM (including gypsum) concentration could be stabilized within 10 mg?m-3(some units within 5 mg?m-3) at the outlet of the WFGD. ③For the third dedusting,the WESP installed at the end of the flue gas treatment system is favorable for the growth of fine particulates, and removes 70%-90% of the PM. This stabilizes the PM concentration at within 5 mg?m-3(some units within 3 mg?m-3and even lower than 1 mg?m-3) and solves the pollution problems of gypsum rain and colored smoke plumes.In conclusion,WESP shows stronger adaptability to the operating conditions, coal properties, and components of flue gas, while the investment and operating costs increase by only 2×10-3-3×10-3CNY?(kW?h)-1. Therefore, WESP is suitable for application in regions with dense emissions from coal-fired power plants.In addition,it can be used for air pollutant treatment in non-electrical fields, such as the steel industry and chemical industry.

Fig. 1. The principle technical route of near-zero emission LTE: low-temperature economizer.

Table 1 Removal effects of multi-pollutants by different control technologies.
In regards to desulfurization, the sulfur content in coal is the important boundary condition to achieve the economical and highly efficient removal of SO2.For regions with poor environmental carrying capacity, such as Jing-Jin-Ji, the Yangtze River Delta,and the Pearl River Delta, strict supervision of power-generation coal properties by the local government is requested, and the sulfur content(Sd)should be no higher than 1%[34-36].Thus,the initial SO2concentration at the inlet of the WFGD is usually lower than 2000 mg?m-3. At present, single-tower limestone-gypsum WFGD can guarantee a desulfurization efficiency of 97%, which basically meets the requirement of near-zero emission for coal with a low sulfur content (e.g., Shenhua coal) during long-term operations. To achieve further highly efficient and stable control of SO2, WFGD should be retrofitted to increase the removal efficiency. Through the optimization of flow-field distribution and the enhancement of gas-liquid heat and mass transfer in the desulfurization tower, the removal efficiency could be improved to higher than 99% and the SO2emission concentration could be stabilized within 35 mg?m-3. When the sulfur content in coal is higher and the coal property shows large variation, technology with higher desulfurization efficiency should be adopted, such as tray spraying, double circulation, or turbulence coupling, which can make the efficiency exceed 99% and the SO2emission concentration lower than 35 mg?m-3. In addition, it is suggested that some coastal power plants adopt seawater desulfurization technology, with which efficiencies higher than 99% and a SO2concentration far below 35 mg?m-3can be achieved.
In regards to denitration, in-furnace LNB technology is preferable for inhibiting NOxgeneration. For suitable coal properties,the NOxconcentration can be controlled within 200 mg?m-3at the outlet of the boiler.If the SCR denitration efficiency is designed to be 85%,it is not difficult to realize a NOxemission concentration of lower than 50 mg?m-3. However, when the emitted NOxis at a higher concentration at the outlet of the boiler, NOxnear-zero emission would require an SCR denitration efficiency of higher than 90%, which can be realized by raising the performance of the catalyst, adding catalyst layers, and so forth. When the unit is operated under low load conditions(40%),the flue gas temperature of SCR is generally lower than the temperature window of the catalytic reaction. To stably control the NOxconcentration within 50 mg?m-3,wide-load denitration technologies should be adopted,such as a hierarchical arrangement of the economizer and SCR denitration catalysts with a wide temperature window.As for the CFB boiler, its low combustion temperature (850-950 °C) can effectively inhibit NOxgeneration and control the NOxconcentration within 200 mg?m-3at the outlet of the boiler. Due to the smaller rear transverse of the CFB boiler, it is easier to set up a reasonable arrangement of the spray gun to achieve uniform ammonia injection for a selective non-catalytic reduction (SNCR) denitration device in a CFB boiler than in a pulverized coal (PC) boiler; therefore, NOxnear-zero emission can be achieved more economically by SNCR in a CFB.
In regards to Hg removal,the atmospheric Hg emission in coalfired power plants is mainly from the coal.Numerous studies have shown that the average Hg content in raw coal is 0.15-0.22 kg-1in China and follows the logarithmic normal distribution, which belongs to a positively skewed distribution [37,38]. This indicates that the Hg content in most raw coal is lower than the statistical average value. Based on the calculations of Hg content in coal and the produced flue gas volume(5-10 m3?kg-1)for different coal properties, the initial Hg concentrations at the outlet of the boiler are generally lower than 30 μg?m-3for China’s coal-fired units,which is consistent with previously reported field-test data for most of the coal-fired power plants in China [39,40].Furthermore,the Hg concentration could be lower than 10 μg?m-3with a synergistic removal efficiency of about 70% by conventional APCDs(dedusting + desulfurization + denitration) [41,42].
4. Engineering practices for near-zero emission
4.1. Application situations
The technical route of near-zero emission for clean coal-fired power was simultaneously implemented in both newly built coal-fired power projects and in-service coal-fired power units with upgrading and retrofitting for energy conservation and environmental protection. In June 2014, China’s first newly built near-zero emission unit was put into operation in the Zhejiang Zhoushan Power Plant and the first domestic WESP was applied,which greatly promoted the implementation of ultra-low emission and the independent innovation of major equipment.Field manual monitoring by the Zhejiang Environmental Monitoring Center showed that the emission concentrations of PM,SO2,and NOxwere 2.46, 2.76, and 19.8 mg?m-3, respectively, which were lower than the emission limits for gas-fired power. In July 2014, the Hebei Sanhe Power Plant constructed the first retrofitted near-zero emission project in the Jing-Jin-Ji region.Based on the operation situation of four units, the Sanhe Power Plant carried out a diversified exploration and practice of near-zero emission, and differentiated implementation schemes for retrofitting were proposed and established, as shown in Table 2. In November 2015, the Sanhe Power Plant became the first coal-fired power plant with near-zero emission in the Jing-Jin-Ji region[43].By the integrated application of a cascade of highly efficient dedusting technologies, a PM emission concentration as low as 0.23 mg?m-3was achieved in Unit 4,according to field manual monitoring by the China National Environmental Monitoring Center (CNEMC) [9]. By April 2016, nearzero emission retrofitting for Unit 2 of the Hebei Dingzhou Power Plant was completed, resulting in all 22 coal-fired power units(9.78 GW) of the former Shenhua Group in the Jing-Jin-Ji region achieving near-zero emission [44].
By the end of December 2018,the near-zero emission technical route was successfully applied in 101 coal-fired power units(53.97 GW) in 42 plants of the former Shenhua Group, including 96 PC boilers and five CFB boilers with unit capacities ranging from 150 to 1000 MW. Based on field manual monitoring by the national or local environmental monitoring organizations, the emission concentrations of PM, SO2, and NOxfor these 101 units were in the ranges of 0.23-5,2-35,and 6-50 mg?m-3,respectively,meeting the near-zero emission standard. To give an overview of the regional distribution, the Jing-Jin-Ji region included 22 units(9.78 GW), the Yangtze River Delta region included 22 units(12.51 GW), and the Pearl River Delta region included five units(2.49 GW). These results indicate that the installed capacity in key areas accounts for 46% of all units with near-zero emission(Fig. 2(a)). Regarding the unit grade, 34 units (11.09 GW) were 300 MW grade, 48 units (29.79 GW) were 600 MW grade, 9 units(9 GW) were 1000 MW grade, and 10 units (4.09 GW) were categorized as ‘‘other grades” (Fig. 2(b)). In addition, WESP was applied in 38 units, which achieved an average PM emission concentration of 1.8 mg?m-3—far below the emission levels of theother 63 units without WESP (whose average value was 3.5 mg?m-3).This finding demonstrates that WESP can indeed realize the deep removal of fine PM.
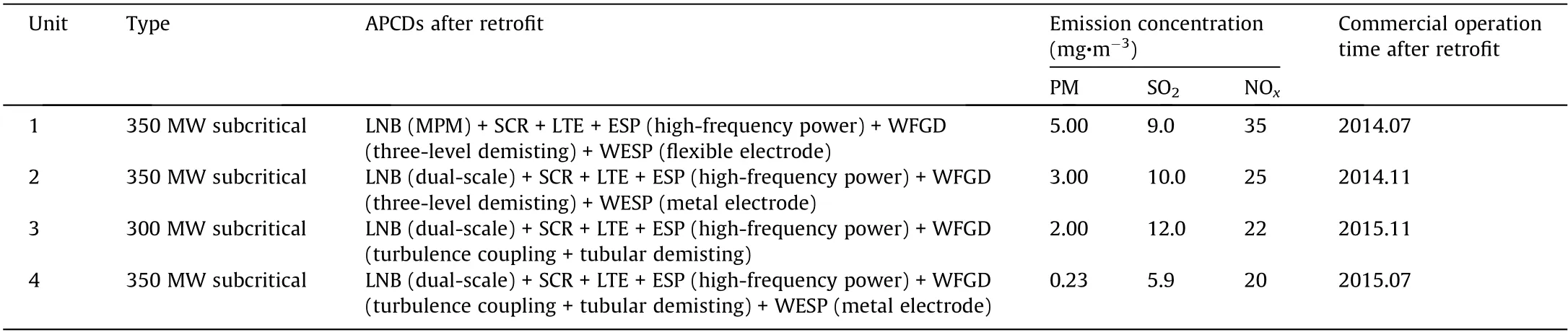
Table 2 The retrofit schemes of near-zero emission for the four units of the Sanhe Power Plant.
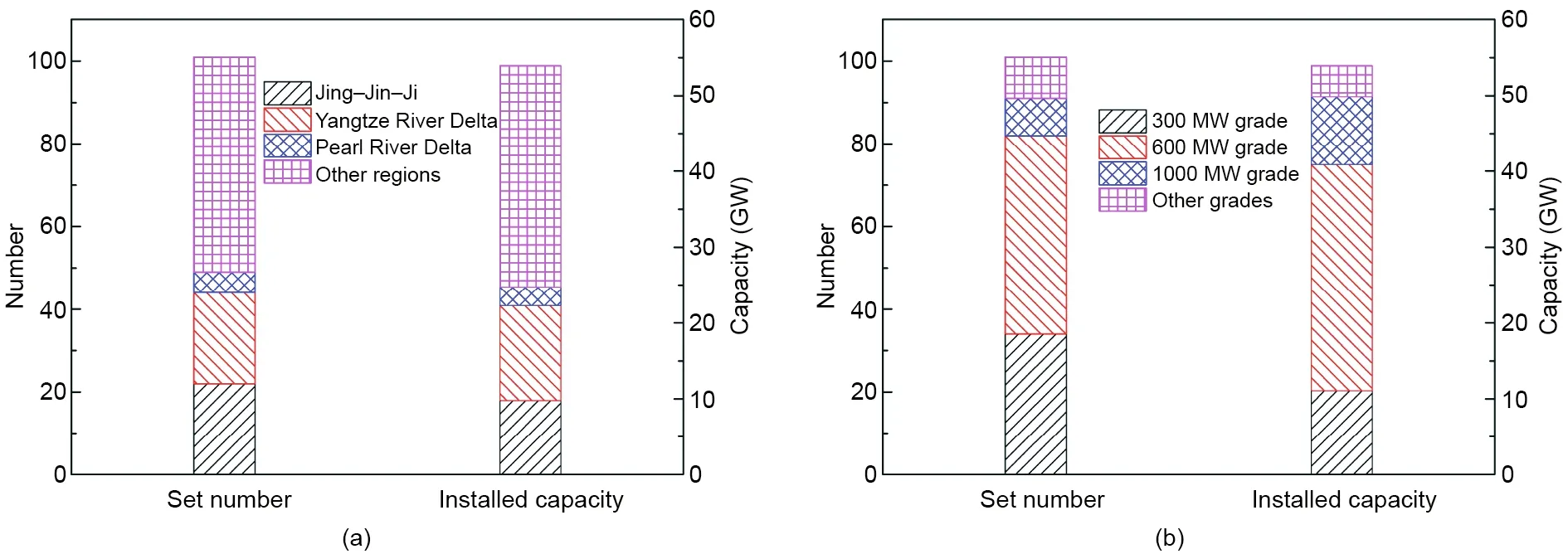
Fig. 2. Application situations of near-zero emission technology. (a) By region; (b) by grade.
4.2. Evaluation of emission status during long-term operation
Environmental monitoring is an important basis from which to implement environmental protection laws and regulations and enforce air pollutant emission standards[45].In China,the continuous emission-monitoring system (CEMS) is considered to be an effective tool for pollutant monitoring.A certificate and a metering production license must be obtained from the national department of environmental protection before installation. After acceptance,data monitored by the CEMS become legal and can be used for supervision by the government, social organizations, and the public.These data are also the assessment basis for environmental protection power prices and the taxation basis for environmental protection tax.
In order to evaluate the emission status and reliability of nearzero emission units during long-term operation, the air pollutant CEMS data from 46 near-zero emission units of the former Shenhua Group with five or six months of continuous operation in 2017 were compiled and analyzed. These units were located in the Jing-Jin-Ji region and surrounding areas, as well as in Eastern China.
4.2.1. PM control
As shown in Fig. 3, the average PM emission concentrations in each of the 46 units were in the range of 0.48-3.47 mg?m-3(all were below 5 mg?m-3)during the evaluation period.The statistics showed that more than 99% of hourly average PM emission concentrations met the ultra-low emission limit of 10 mg?m-3for these 46 units;furthermore,40 of the units achieved a 100% compliance rate,as shown in Fig.3.In reference to the near-zero emission limit of 5 mg?m-3,only Unit 2 of the Xuzhou Power Plant had a relatively low compliance rate of 98.7%,while the other 45 units showed compliance rates higher than 99%.
4.2.2. SO2control
In the evaluation period, the statistics showed that the average SO2emission concentrations in each of the 46 units were all lower than 35 mg?m-3, ranging from 1.46 to 25.3 mg?m-3. The seawater desulfurization adopted in the Zhoushan and Qinhuangdao Power Plants could control SO2emission concentrations at lower than 3.5 mg?m-3,which were significantly lower than those of the units using limestone-gypsum WFGD, as shown in Fig. 4. The data also showed that more than 99% of the hourly average SO2emission concentrations met the near-zero emission limit (35 mg?m-3) for these 46 units; furthermore, 36 of these units achieved a compliance rate of 100%, as shown in Fig. 4.
4.2.3. NOxcontrol
As can be seen in Fig.5,all the average NOxemission concentrations in each of the 46 units were lower than 50 mg?m-3and within the range of 16.1-40.79 mg?m-3during the evaluation period.The statistics showed that more than 99%of the hourly average NOxemission concentrations met the near-zero emission limit(50 mg?m-3)for these 46 units,although only seven units achieved a compliance rate of 100%, as shown in Fig. 5. A further analysis showed that NOxemission exceeding the limit mainly occurred under conditions of low load and rapidly varying load,which were generally caused by the single regulating method during the operation of SCR denitration and a large delay of the SCR control system. In power plants that applied wide-load denitration technology, such as the Dingzhou, Cangdong and Huizhou Power Plants, the NOxemission concentrations could completely meet the near-zero emission limit when the loads were higher than 35%, meaning that the effect of the retrofit was evident.

Fig. 3. PM emission situations of 46 units during the evaluation period.
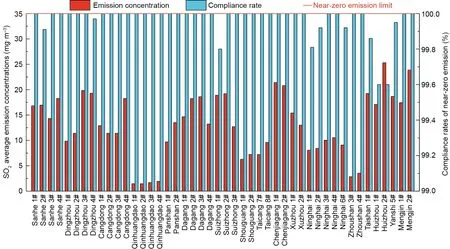
Fig. 4. SO2 emission situations of 46 units during the evaluation period.
During the data-collection period, the contents of ash (Aar),sulfur(Sar),and low heating value(Qnet,ar)of the coal in the 46 units fluctuated in the ranges of 7.37%-52.76%, 0.2%-1.8%, and 10.81-28.69 MJ?kg-1, respectively. The evaluation results showed that the APCDs of these 46 units were operated reliably in long-term operations, which guaranteed hourly average emission concentrations of air pollutants lower than the near-zero emission limits when the units operated with different loads and coal properties.
4.3. Emission reduction characteristics of heavy metal Hg
In ecosystems, Hg has the characteristics of strong toxicity and bioaccumulation,and is thus a serious threat to human health and the ecological environment. China contributes 30%-40% of global anthropogenic Hg emissions in the atmosphere [46,47], of which 55% of Hg emission comes from coal combustion. Therefore, strict control of atmospheric Hg emissions from coal-fired power plants has important practical significance.
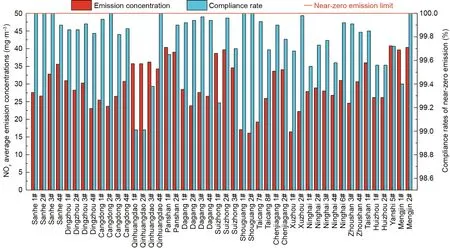
Fig. 5. NOx emission situations of 46 units during the evaluation period.
4.3.1. The synergistic Hg removal effect of existing APCDs
To master the synergistic Hg removal performance of existing APCDs in near-zero emission units, field tests were carried out on five units using US EPA Method 30B; the results are shown in Table 3.It can be seen that the Hg content in the adopted Shenhua coal was in the range of 0.029-0.05 mg?kg-1for the four units belonging to the Sanhe, Dingzhou, and Shouguang Power Plants,which is 20%-30% of the average Hg content in Chinese coal (0.1 5-0.22 mg?kg-1)[37].For Unit 2 of the Xuzhou Power Plant,which uses a mixed coal as fuel (the ratio of Shenhua coal and non-Shenhua coal is 1:2), the Hg content in the coal was similar to the average Hg content in Chinese coal. As can be seen in Table 3,the Hg emission concentrations were in the range of 0.51-2.89 μ g?m-3for the five units and the average value was 1.19 μg?m-3,which is about 1/30 of China’s current emission limit.Furthermore,the synergistic Hg removal efficiencies of the APCDs were in the range of 75.3%-93.1% (the average value was 86.6%±7%), which basically reached the synergistic control level of international advanced coal-fired units [48]. The synergistic Hg removal rules during the process of flue gas purification are as follows: ①With an increase in SCR denitration efficiency, the amount of Hg0can be reduced, promoting the synergistic removal of gaseous Hg by downstream devices; ②an ESP equipped with an LTE at its front reduces the flue gas temperature, which could change the state of matter of gaseous Hg2+and result in Hg2+being adsorbed or condensed on the surface of fly ash; ③with an increase in WFGD desulfurization efficiency, mercury compounds can be removed efficiently by the spray slurry; and ④the addition of WESP can strengthen the removal effect of gaseous Hg.
4.3.2. Research and practices of special Hg control technology
In China,fly ash is cheap and has little effect on the byproduct of coal-fired power plants; therefore, it can potentially replace the commercial AC with modification treatment [27,28,49]. To further achieve the highly efficient and stable control of Hg emissions from coal-fired power plants, the technical idea of fly ash sorbent Hg removal with the integration of modification and injection was proposed from the perspective of circular economy (Fig. 6). In a coal-fired power plant, fly ash has been selected as the raw material of the sorbent and is modified using an onsite mechanical brominated coupling method for improved adsorption performance.Then,the modified fly ash(MFA)is uniformly injected into the flue before ESP to adsorb and oxidize Hg in the flue gas.The former Shenhua Group adopted this technical route and carried out extensive engineering application research with North China Electric Power University.The world’s first 300 MW and first 1000 MW demonstration projects of special Hg removal with MFA were established in Unit 4 of the Sanhe Power Plant and Unit 2 of the Xuzhou Power Plant, respectively (Fig. 7). After the Hg removal systems were applied, the comprehensive Hg removal efficiencies increased to 94.6%and 91.0%,respectively(Fig.8).The Hg emission concentration was further reduced by 38% and reached as low as 0.29 μg?m-3, which is only 1% of China’s current emission limit.In addition, the Hg removal efficiency of the ESP increased from28.6% to 87.6%, indicating that the performance of MFA on Hg removal is similar to that of ACI (Fig. 9). For economic analysis,the operation cost of MFA Hg control technology was 51.3 CNY for the removal of 1 g of Hg, which is only 10%-15% of the cost of the ACI process,which has a value of 353.5 CNY for the removal of 1 g of Hg.

Table 3 Synergistic emission reduction effects of near-zero emission power plants.
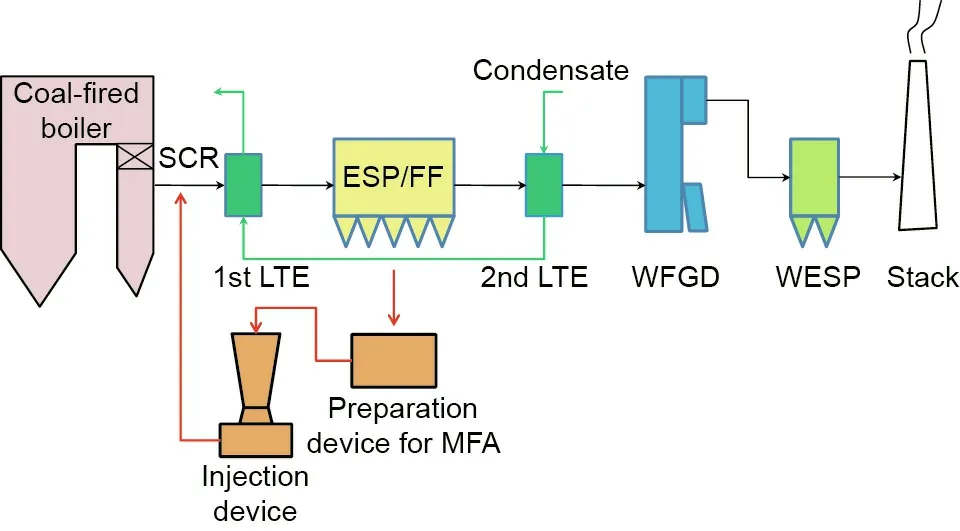
Fig. 6. Schematic diagram of fly ash sorbent Hg removal system with the integration of modification and injection.
5.Near-zero emission promoting the improvement of emission standards
Environmental protection is China’s basic national policy,and is an endless process.The development of green coal-fired power is a necessary requirement to promote the clean and efficient use of coal.In the future,coal-fired power enterprises should fully realize that near-zero emission is a process of continuous practice and exploration in order to accelerate ecological civilization.Therefore,better and stricter environmental protection standards should be insisted upon in order to promote the continuous reduction of conventional and non-conventional air pollutant emissions in coalfired power plants, with the aim of reducing the emission limit by one order of magnitude compared with that of GB 13223-2011 and taking a new step toward eco-friendly emissions.
5.1. Pilot platform for whole-process flue gas pollutant control
Supported by the National Science and Technology Support Program (2015BAA05B02) undertaken by Guohua Power, the world’s first 50 000 m3?h-1whole-process pilot platform for the nearzero emission of coal-fired flue gas was constructed at the Sanhe Power Plant (and was put into operation in April 2017). The raw flue gas was taken from the economizer of a 300 MW unit, as shown in Fig. 10. Technologies such as an SCR denitration catalyst with a wide temperature window, WESP with electromechanical coupling, dual-pH desulfurization in the tower, MFA Hg removal,and SO3removal by alkaline materials were developed and applied in the pilot platform, which formed a near-zero emission island with multi-systems and highly efficient synergistic control of multi-pollutants. In September 2017, field monitoring by the CNEMC showed that the emission concentrations of PM, SO2,NOx,and Hg were 0.4-0.9,1.2,10.2 mg?m-3,and 0.11-0.22 μg?m-3,respectively, achieving a new span of emission levels.
In order to master the interaction and coupling relationship of the multi-pollutants,the influence of a wide-temperature denitration catalyst on SOxand NH3and the optimization control of the multi-pollutant removal process were studied.
5.1.1. Influence laws of deep SCR denitration
According to a large number of near-zero emission projects,APCD control systems are unlikely to be adjusted in time,resulting in relatively high fluctuation of NOxemission concentrations.Therefore, the adaptability of SCR denitration to severe peak load regulation and other conditions, as well as the increase in NH3escape, are worthy of attention.
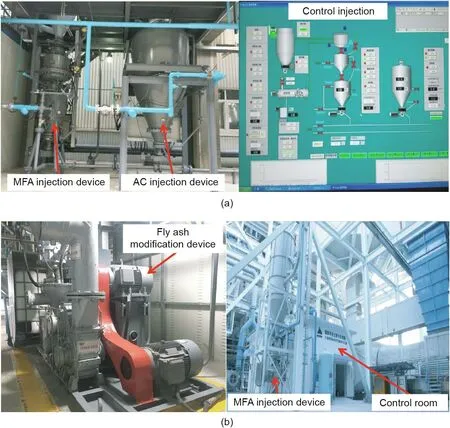
Fig. 7. MFA Hg removal system and devices. (a) 300 MW demonstration project; (b) 1000 MW demonstration project.
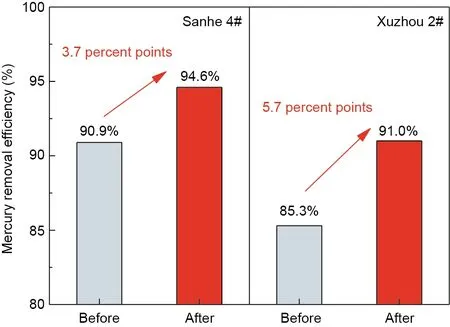
Fig. 8. Comprehensive Hg removal efficiency before and after the operation of the MFA Hg removal system.

Fig. 9. Performance of MFA and AC on Hg removal.
In the pilot platform,a wide-temperature SCR denitration catalyst was applied and arranged in a 2 + 1 mode. During 100% load operation, the NOxconcentrations at the inlet of the SCR were in the range of 100-200 mg?m-3and the flue gas temperatures were 300-340 °C. To achieve the control target of a NOxconcentration lower than 20 mg?m-3, the SCR denitration efficiency should be adjusted to be within the range of 80%-94%. In this study, the NH3escape amount was tested by manual sampling and CEMS;the results are shown in Fig. 11. It can be seen that NH3escape increased with the increase in SCR denitration efficiency, but still basically met the environmental protection requirement of 2.25 mg?m-3. When the denitration efficiency was up to 94%,NH3escape increased significantly, indicating a decrease in the NH3utilization rate. Fig. 12 shows the NH3escape data by CEMS.The NH3escape amount increased along with the operation time,and was between 1 and 2.25 mg?m-3. Therefore, attention should be paid to the high denitration efficiency in long-term operations of SCR. In addition, when the NOxconcentration at the inlet of the SCR increased rapidly, the NH3escape showed an obvious increase to 2-2.25 mg?m-3,which was actually caused by the large delay characteristics of the SCR control system.
To confirm the performance of a wide-temperature denitration catalyst under a low flue gas temperature of 270-290 °C, the NH3escape and SO2/SO3conversion rate were tested. The NOxconcentrations at the inlet of the SCR ranged from 80 to 140 mg?m-3and the denitration efficiency was about 88%. Fig. 13 shows that the NH3escape amount was basically within 0.75 mg?m-3at the outlet of the SCR,and the SO2/SO3conversion rate was between 0.2%and 0.6%(the average value was 0.38%).This indicates that the SCR catalyst has strong activity at low temperatures, which is most likely due to the effective adsorption of NH3(a reducing agent)at surface acid sites. In conclusion, this study can provide engineering and technical support for solving the problems of safe and highly efficient denitration under low load operation.
5.1.2.Operation optimization and control laws of multi-pollutant deep removal
Through the integration of a multi-pollutant control system on the pilot platform, the operation optimization and control laws of the near-zero emission island were further studied.
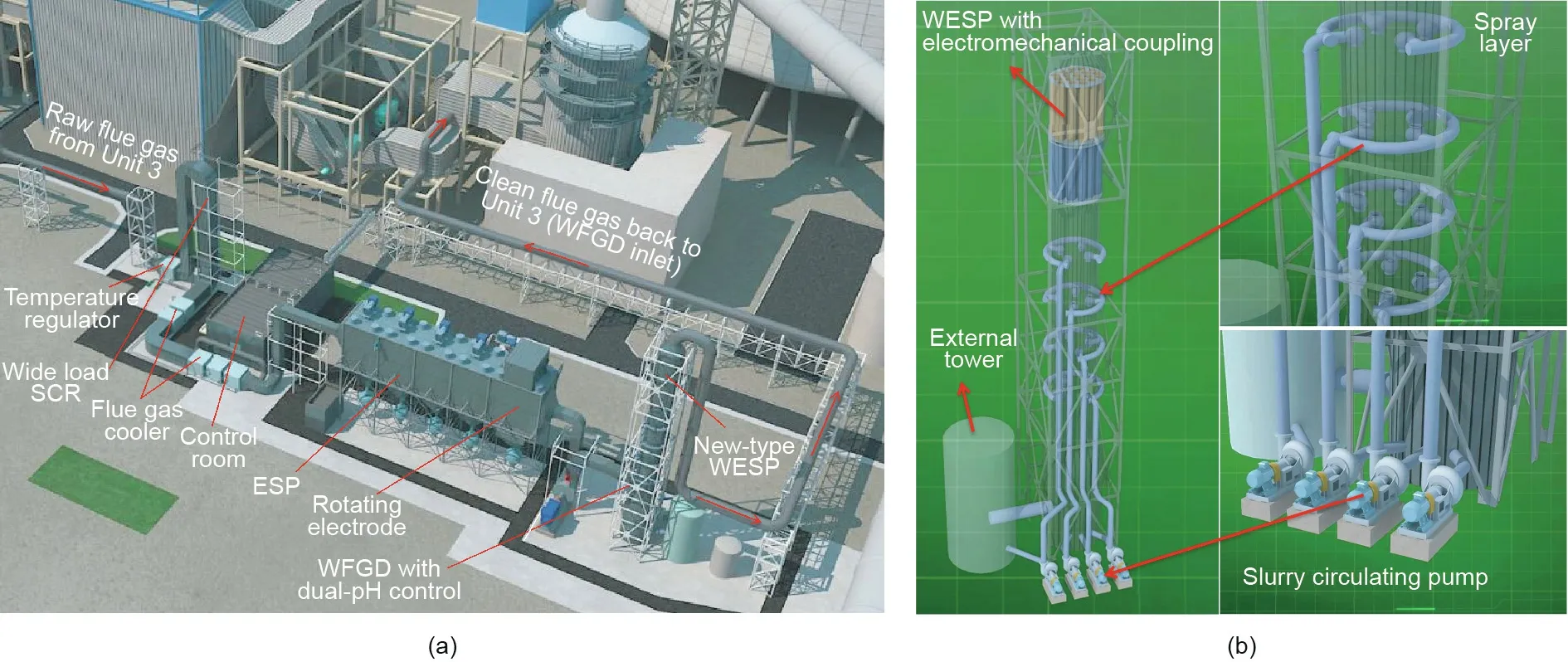
Fig.10. The 50 000 m3?h-1 whole-process flue gas pollutant control pilot platform.(a)Layout and process flow diagram;(b)dual-pH desulfurization+wet electromechanical coupling dedusting.
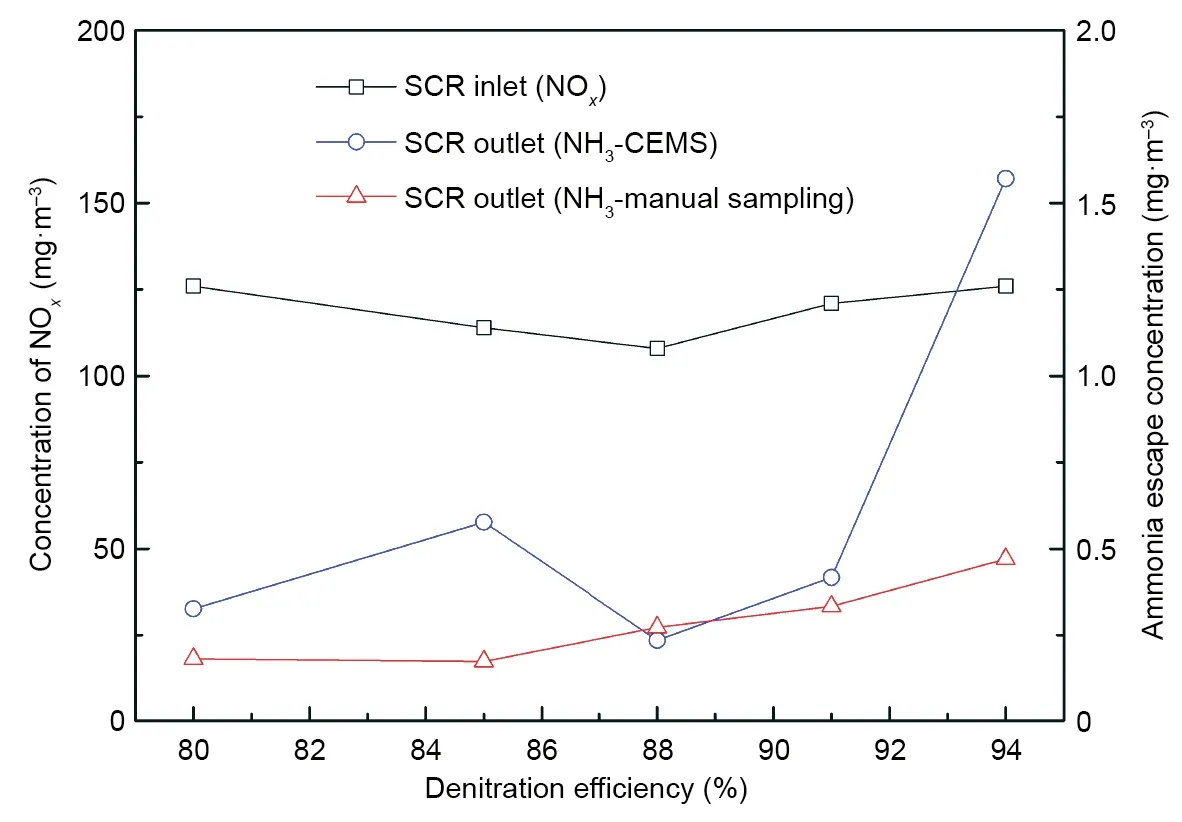
Fig. 11. Effect of different denitration efficiencies on NH3 escape.
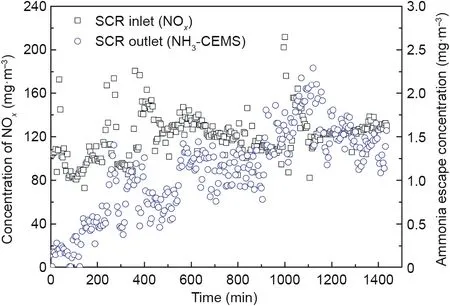
Fig. 12. NH3 escape at 94% denitration efficiency.
(1)In this study,PM emission control was achieved by adjusting the three relevant dedusting control steps to optimize the operation. The flue gas temperature at the inlet of the ESP was about 120°C. As for the control target of 5 mg?m-3, the second to fourth electric fields in the ESP were launched and the PM concentration at the inlet of the WFGD could be controlled within 32 mg?m-3.When the highly efficient spray in the desulfurization tower and the WESP with electromechanical coupling were in operation, the PM emission concentration was less than 4 mg?m-3, as shown in Fig. 14(a). To achieve the control target of 1 mg?m-3, the first to fourth electric fields and the last-stage rotating-electrode electric field in the ESP were launched, and the PM concentration at the inlet of the WFGD could be controlled within 19.6 mg?m-3. Furthermore, with the action of WFGD with dual-pH control and WESP with electromechanical coupling, the PM emission concentration was less than 0.8 mg?m-3(Fig. 14(b)).
(2)SO2emission control was mainly achieved by switching the spray combination and adjusting the pH value of the spray slurry to optimize the operation. Under the full load condition, with an SO2concentration of 900 mg?m-3at the inlet of the WFGD and a slurry pH of 5.5 in the major tower, the desulfurization efficiency increased with the number of operated circulating pumps, as shown in Fig. 15(a). The SO2concentration at the outlet of the WFGD was 61.76 mg?m-3with the B/D circulating pump on, and then decreased to 0.2 mg?m-3with the A/B/C/D circulating pump on. When the SO2concentration at the inlet of the WFGD was 800-850 mg?m-3and the A/B/D circulating pump kept turning on under a full load, the desulfurization efficiency increased with the increase in slurry pH in the major tower, as shown in Fig. 15(b).The SO2concentration at the outlet of the WFGD decreased from 9.07 mg?m-3at a pH of 5.0 to 0.52 mg?m-3at a pH of 6.0.
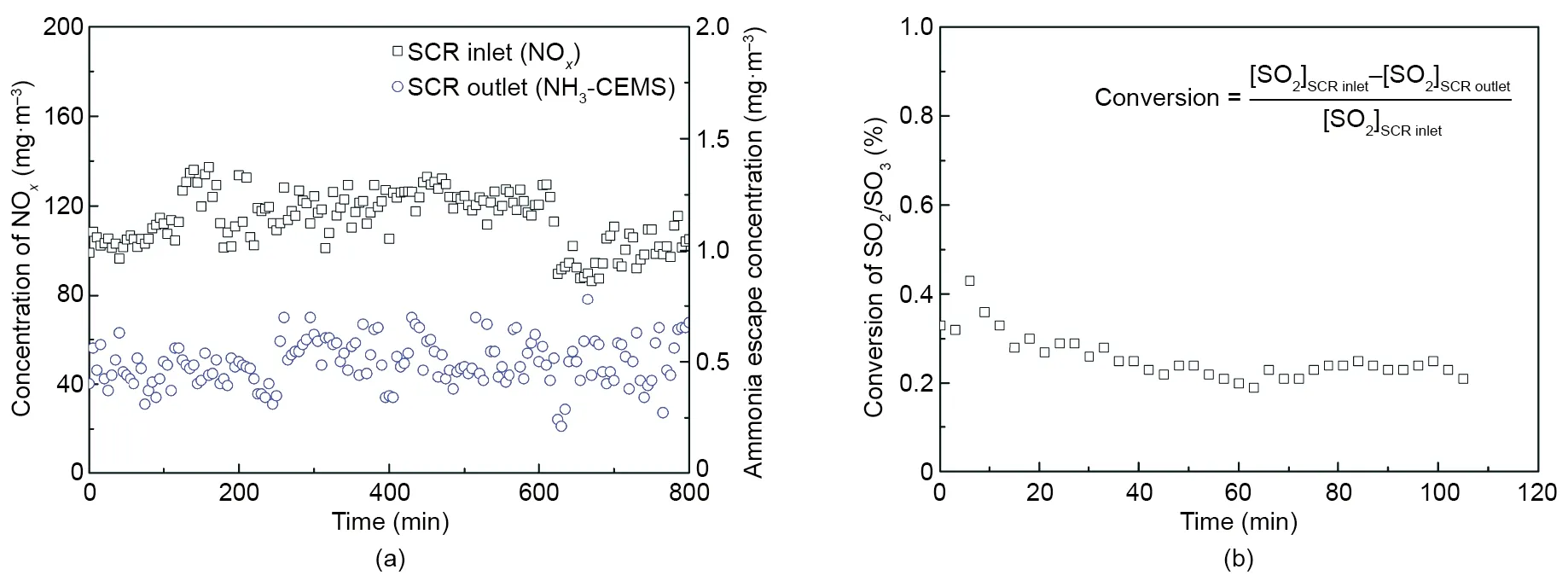
Fig. 13. SCR catalyst performance under low-temperature conditions. (a) NH3 escape; (b) SO2/SO3 conversion rate.
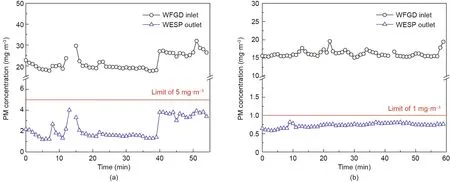
Fig. 14. Operation optimization of dedusting with different emission limits. (a) Control target of 5 mg?m-3; (b) control target of 1 mg?m-3.

Fig. 15. Effect of operating condition on the desulfurization performance. (a) Spray combination; (b) pH of slurry in the major tower.
(3) For now, LNB technology can realize a NOxconcentration of less than 200 mg?m-3at the outlet of a boiler. However,it is difficult to further decrease the NOxconcentration at the outlet of a boiler, even by optimizing the air distribution and combustion organization during the combustion process. Therefore, NOxemission control mainly depends on the injected ammonia amount of the SCR. When the flue gas temperatures were at 270-340 °C,the NOxconcentration at the outlet of the SCR could be controlled within 20 mg?m-3by adjusting the denitration efficiency (80%-94%).However,it is not optimal to obtain a higher denitration efficiency by just increasing the injected ammonia because of the NH3escape problem.Thus,the main measure to achieve operation optimization is to develop and apply an SCR control system that predicts the precise and highly efficient ammonia injection in real time, which can reduce NH3consumption and control the peak of NH3escape in local areas.
Through the research on the 50 000 m3?h-1coal-fired flue gas pollutant control pilot platform,a controlling method for the optimized matching of the whole process was obtained,including processes of deep emission reduction of pollutants, operating costs,and energy consumption.Solutions for controlling pollutant emissions to different concentration limits in coal-fired power plants were also developed. Currently, the pilot platform is open to the public and has conducted cooperative research with the CNEMC,Tsinghua University, Zhejiang University, North China Electric Power University, and so forth. In addition, the interfaces of innovative technologies for future research were designed in this pilot platform, such as electrocoagulation, chemical agglomeration,sonic agglomeration, ozone depletion, Hg recovery, water saving with phase transition agglomeration, and membrane CO2capture.A positive expansion of this pilot platform would be to have it become an important tool for the transformation of scientific and technological achievements.
5.2. Eco-friendly demonstration project for clean coal-fired power
After the re-innovation and re-practice of near-zero emission technology, the 1000 MW eco-friendly demonstration project for clean coal-fired power was established at the Shandong Shouguang Power Plant. Two units were put into operation on July and November 2016, respectively. During the unit construction, the APCDs were optimized system by system in order to maximize the deep removal of air pollutants. After putting the units into operation, coordinated optimization and precise control of the whole system were applied.The results of field manual monitoring by the Shandong Environmental Monitoring Center showed that the PM, SO2, and NOxemission concentrations were < 1, 2, and 18 mg?m-3, respectively, for Unit 1 and < 1, < 2, and 16 mg?m-3,respectively, for Unit 2.
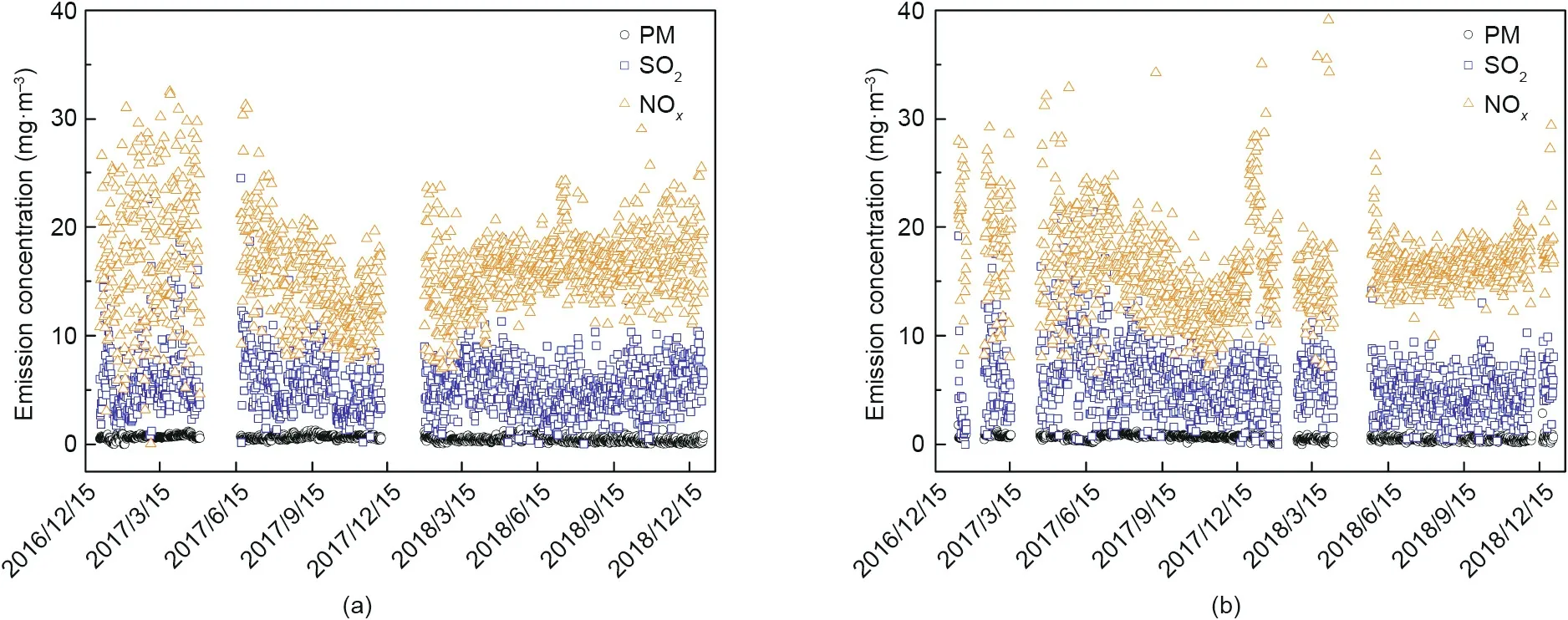
Fig. 16. CEMS data for air pollutants in the Shouguang Power Plant from 2017 to 2018. (a) Unit 1; (b) Unit 2.
Fig. 16 shows the CEMS data for air pollutants for two units operated from January 2017 to December 2018.It can be seen that the hourly average emission concentrations of PM, SO2, and NOxwere generally lower than 1, 10, and 20 mg?m-3, respectively,which were better than those of advanced coal-fired power plants in the United States [50]. Further statistics on the emission data were gathered, and the results are shown in Table 4. During the statistical period, the average emission concentrations of PM,SO2, and NOxwere 0.58, 5.56, and 16.21 mg?m-3, respectively, for Unit 1 and 0.64, 5.64, and 16.41 mg?m-3, respectively, for Unit 2.The time ratios of PM, SO2, and NOxemission concentrations within 1, 10, and 20 mg?m-3, respectively, exceeded 95.5%,93.1%, and 81.8%. In addition, the manual monitoring results showed that the Hg emission concentrations were 0.9 and 0.52 μg?m-3, respectively, with the synergistic control of existing APCDs.Therefore,by strengthening the construction and the operation management of APCDs,emission concentrations of air pollutants far below the current near-zero emission limits can be stably achieved.
Based on the engineering cases mentioned in Section 4.3.1, the near-zero emission units with synergistic control of existing APCDs could achieve a Hg emission concentration of less than 3 μg?m-3with different coal properties. For units using coal with a high Hg content in southwestern China, the initial Hg concentration in the flue gas may be as high as 60 μg?m-3[51]. However, with the application of MFA special Hg control technology, a removal efficiency of 95% and a Hg emission concentration of less than 3 μg?m-3could be achieved. Considering that coal-fired power plants are one of the main sources of atmospheric Hg emission in China,strict control is key to implementing the Minamata Convention on Mercury for China, and can bring down the Hg emission limit to 3 μg?m-3.
In conclusion,through top-level design,R&D on the localization of key technology and equipment, system integration and optimization, and engineering demonstrations of air pollutant deep removal technology, near-zero emission limits could potentially be stricter in the future.Therefore,under the current technical condition of near-zero emission coal-fired power, this paper puts forward the new ‘‘1123” eco-friendly emission limits, which agree with the eco-friendly emission requirements: namely, emission limits for PM, SO2, NOx, and Hg of 1 mg?m-3, 10 mg?m-3,20 mg?m-3,and 3 μg?m-3(standard conditions,dry,6%O2),respectively [52].
Table 5 shows the evolution of air pollutant emission limits for clean coal-fired power.It can be seen that the‘‘1123”emission limits are about one order of magnitude less than the limits regulated in GB 13223-2011, which can provide engineering and technicalsupport for the national directive to ‘‘enhance pollution emission standards” mentioned in the 19th National CPC Congress Report.

Table 4 Air pollutant emission statistics of the Shouguang Power Plant in 2017-2018.

Table 5 Emission limits of air pollutants for clean coal-fired power.
6. Benefit analysis of near-zero emission
6.1. Economic analysis
The increased generating costs in near-zero emission units are due to the additional investment and operating costs required to achieve near-zero emission based on the GB 13223-2011 standard emission. In this study, seven near-zero emission units of 300-1000 MW of the former Shenhua Group were used to carry out an economic analysis; the assessment was based on a 15-year device life-cycle and 4000 h of annual utilization time. As shown in Table 6, the average investment and operating cost of these seven units was about 0.0276 CNY?(kW?h)-1once near-zero emission of air pollutants had been achieved, of which the increased generating costs from standard emission to near-zero emission were 0.0026-0.0113 CNY?(kW?h)-1(average value was 0.0079 CNY?(kW?h)-1). For the three units in the Jing-Jin-Ji region, the increased generating cost of near-zero emission was about 0.011 CNY?(kW?h)-1, while the average power sold cost of the 22 units in the Jing-Jin-Ji region, as mentioned in Section 4.1, was 0.28 CNY?(kW?h)-1in 2015 (including taxes) [53]. Thus, the increase in generating cost for near-zero emission only accounted for about 4% of the power sold cost, which was considered to be at a relatively reasonable level. In addition, the power sold cost and feedin tariff of near-zero emission coal-fired power were only half of those for gas-fired power, indicating that near-zero emission coal-fired power is obviously economical [53].
Due to factors such as the operation situation of APCDs and the engineering cost, there were certain differences in the economics of the near-zero emission units. By comparison, the increased investment and operating costs of newly built units were significantly lower than those of retrofitted units, which actually depended on the optimization conditions of the environmental design schemes.For Unit 1 in the Shouguang Power Plant,the technical route of near-zero emission was adopted, so the increased cost of implementing the new‘‘1123”eco-friendly emission limits mainly came from power consumption and material consumption,which was estimated to be about 5.7×10-4CNY?(kW?h)-1.Besides,if the national policy of halving the environmental protection tax is considered [54], a unit implementing the new limits could save about 5.2×106CNY?a-1, which would result in a decrease in cost of about 7.4×10-4CNY?(kW?h)-1for generating power.
6.2. Environmental benefits
In China, the successful practices of near-zero or ultra-low emission in coal-fired power plants began in 2014.Taking the former Shenhua Group as an example,the PM,SO2,and NOxemissions in 2017 were reduced by 88%, 89%, and 89%, respectively, when compared with 2013.In addition,if all the coal-fired units in China achieved near-zero emission, the estimated emissions of PM, SO2,and NOxwould be reduced by more than 90% and the total emission reduction would be 1.68×107t in comparison with the actual emissions (1.8 × 107t) in 2013, which shows a remarkable environmental effect.
In order to evaluate the environmental benefits of near-zero emission, research supported by national and group science and technology projects was carried out. Liu et al. [55] used the GEOS-Chem model to simulate near-zero emission scenarios; the baseline scenario was the actual emission of coal-fired power plants in the Jing-Jin-Ji region from November 2012 to February 2013,provided by the Multi-Resolution Emission Inventory for China(MEIC). The simulation results showed that the quarterly average PM2.5concentration in ambient air decreased by 7.7 μg?m-3and by 8.1%. In addition, the Appraisal Center for Environment and Engineering in the Ministry of Environmental Protection applied the bidirectional coupled WRF-CMAQ model to simulate nearzero emission scenarios. The baseline scenario was the national or local emission standards performed in typical cities of the Jing-Jin-Ji region in 2013. The results showed that the monthly average PM2.5concentration in ambient air was reduced by about 15.5 μg?m-3and by 7% [56]. Therefore, the implementation of near-zero emission can effectively improve the ambient air quality.
Since the implementation of the Atmosphere Ten Articles in 2013[57], the major pollutants (PM2.5, SO2, and NO2) have been significantly reduced. In 2018, the national PM2.5concentration was 39 μg?m-3and had decreased by 30.4% compared with the value in 2013 [58]; nevertheless, it is still much higher than the interim target-3 (IT-3)of 15 μg?m-3and the air quality guidance (AQG)of 10 μg?m-3specified by the World Health Organization(WHO)[59].This indicates that air pollution prevention is still a formidable task to be accomplished in the near future.Therefore,continuously promoting the high quality and clean development of coal-fired power is necessary in order to further improve China’s ambient air quality and help realize a better life for all.
7. Conclusions
This paper reported on a study of near-zero emission technologies and engineering practices for clean coal-fired power.The conclusions are as follows:
(1)The principle technical route of near-zero emission,in accordance with the characteristics of coal-fired power units in China,is put forward. This route has been applied to 101 units in different grades and furnaces, as a result, the emission concentrations of PM,SO2,and NOxin these units are now below the emission limits of gas-fired power plants. The results of the economic analysis indicate that the generating costs increase by about 0.01 CNY?(kW?h)-1. However, the total emissions of air pollutants decrease by about 90% compared with those before the implementation.

Table 6 Technical and economic analyses of near-zero emission units with different grades.
(2)When the near-zero emission units operate in the long term with different coal properties and under different loads,the hourly average emission concentrations of air pollutants can be stably maintained below the near-zero emission limits, with compliance rates exceeding 99%.
(3) The synergistic Hg removal efficiencies of near-zero emission units with the existing APCDs are 86.6%±7%, basically reaching the synergistic control level of international advanced coalfired units. After the injection of MFA, the Hg emission concentration can be as low as 0.29 μg?m-3, which is 1% of China’s current emission limits. Under a similar Hg removal performance, the operating cost of MFA Hg control technology is only 10%-15%that of ACI.
(4) Through experimental research on a 50 000 m3?h-1coalfired flue gas pollutant control pilot platform, flue gas denitration with high efficiency and security was achieved for a low temperature window between 270 and 290 °C. Solutions were also developed for air pollutant emissions reaching different limits. In addition, this study puts forward the new ‘‘1123” eco-friendly emission limits for near-zero emission coal-fired power. The PM,SO2, and NOxaverage emission concentrations of two units at the Shouguang Power Plant from January 2017 to October 2018 were below 0.64,5.64,and 16.41 mg?m-3,respectively,and the Hg emission concentrations were less than 1 μg?m-3.
(5) In the future, research should continuously focus on the clean and efficient use of coal. Key technologies should be deeply researched and developed, such as the integrated removal and recycling of multi-pollutants from coal-fired flue gas, heavy metal deep removal with multipaths, NOxdeep reduction in multidimensional combustion,the detection and control of condensable PM, and large-scale carbon capture, utilization, and storage. This will actively promote China’s revolution of energy production and consumption.
Acknowledgements
This work was supported by the National Science and Technology Support Program of China(2015BAA05B02).

- Engineering的其它文章
- Progress of Air Pollution Control in China and Its Challenges and Opportunities in the Ecological Civilization Era
- Hydrogen Power Focus Shifts from Cars to Heavy Vehicles
- Moisture Absorption and Desorption in an Ionomer-Based Encapsulant:A Type of Self-Breathing Encapsulant for CIGS Thin-Film PV Modules
- Deciphering the Origins of P1-Induced Power Losses in Cu(Inx,Ga1-x)Se2(CIGS) Modules Through Hyperspectral Luminescence
- Dedication to Clean Power and Promotion of the Energy Revolution
- Preparation of Nanoporous Carbonaceous Promoters for Enhanced CO2 Absorption in Tertiary Amines